
What is pitting corrosion in stainless steel? (And why it's dangerous)
Pitting corrosion refers to localised corrosion spots that expand beneath the surface in a trough-like pattern – often undetected for extended periods, with potentially severe consequences for pressure vessels and food-contact equipment.
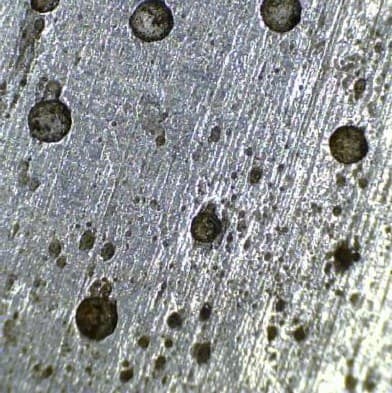
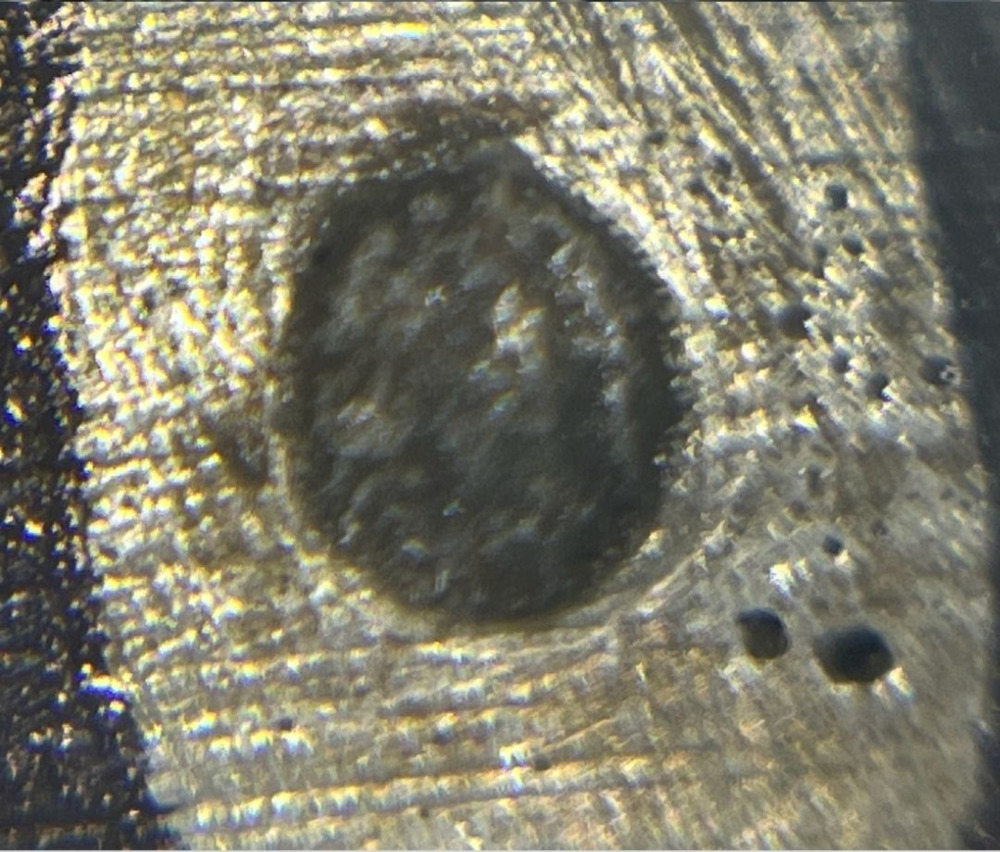
Pitting corrosion manifests as small, pinpoint holes on the surface of stainless steel. Beneath the surface, however, the attack frequently widens into a trough shape, making the true extent of the damage invisible from the outside for a long time.
This is precisely what makes pitting so dangerous: what appears to be a tiny rust spot on the exterior may already have caused substantial material loss on the inside – a problem that can have serious consequences in pressure vessels or food-contact applications.
Why does stainless steel rust? The passive layer explained
The protective passive layer – a thin chromium oxide film – is the decisive barrier. Once it is permanently compromised, pitting corrosion sets in.
Stainless steel owes its corrosion resistance to a microscopically thin chromium oxide layer that forms spontaneously when the chromium in the alloy reacts with oxygen. Under favourable conditions this passive layer even regenerates itself after minor mechanical damage.
However, if the passive layer is destroyed locally and cannot re-form – for example because chlorides are present or the surface is shielded from oxygen – an electrochemical cell develops. The unprotected spot becomes the anode, while the surrounding intact surface acts as the cathode. Corrosion concentrates at the small damaged area and eats deeper into the material, producing the characteristic trough-shaped pits.
Main causes of pitting: chlorides, pH, temperature and stagnation
Chloride ions are the most common trigger, but low pH values, elevated temperatures and stagnant media all accelerate passive-layer breakdown.
- Chlorides and halides: The most frequent cause. Chloride ions attack the passive layer directly. Critical sources include seawater, road salt, swimming pool water, municipal water with elevated chloride content, and chlorine-based cleaning or disinfection agents.
- Low or high pH: Highly acidic (pH < 4) or strongly alkaline media (pH > 10) attack the oxide layer directly.
- Elevated temperatures: In combination with chlorides, heat accelerates the corrosion rate considerably – particularly critical in heat exchangers and heated vessels.
- Stagnant media: Standing water or process liquids remaining in dead zones significantly increase the local concentration of aggressive ions.
- Deposits and biofilms: Dirt particles, scale and biological films (bacteria, algae) shield corrosion sites from oxygen and create an aggressive micro-environment.
- Galvanic corrosion: Contact between stainless steel and less noble metals (for example when using the wrong tools or in mixed-metal installations) generates electrochemical potentials that accelerate pitting.
- Mechanical damage: Scratches, cracks or weld defects destroy the passive layer locally and create direct points of attack.
Types of pitting: trough pitting, sideway pitting, single vs. multiple pitting
Depending on the material structure, the medium and the type of loading, pitting corrosion takes different forms – from deep trough-shaped attacks to widely distributed multiple pitting.
- Trough pitting: The most dangerous form. Corrosion eats through the material in narrow, deep channels. Wall thickness decreases rapidly while the opening on the surface remains barely visible.
- Sideway pitting: Broad, shallow pits that spread horizontally. This form is deceptive because the surface appears intact while the metal beneath is already severely weakened.
- Single pitting: Isolated, pinpoint corrosion sites at mechanically damaged or weakened areas of the passive layer.
- Multiple pitting: Numerous corrosion sites distributed across the entire surface – typical when the medium is uniformly aggressive or the vessel is exposed to an industrial atmosphere.
How to identify pitting corrosion: what does it look like?
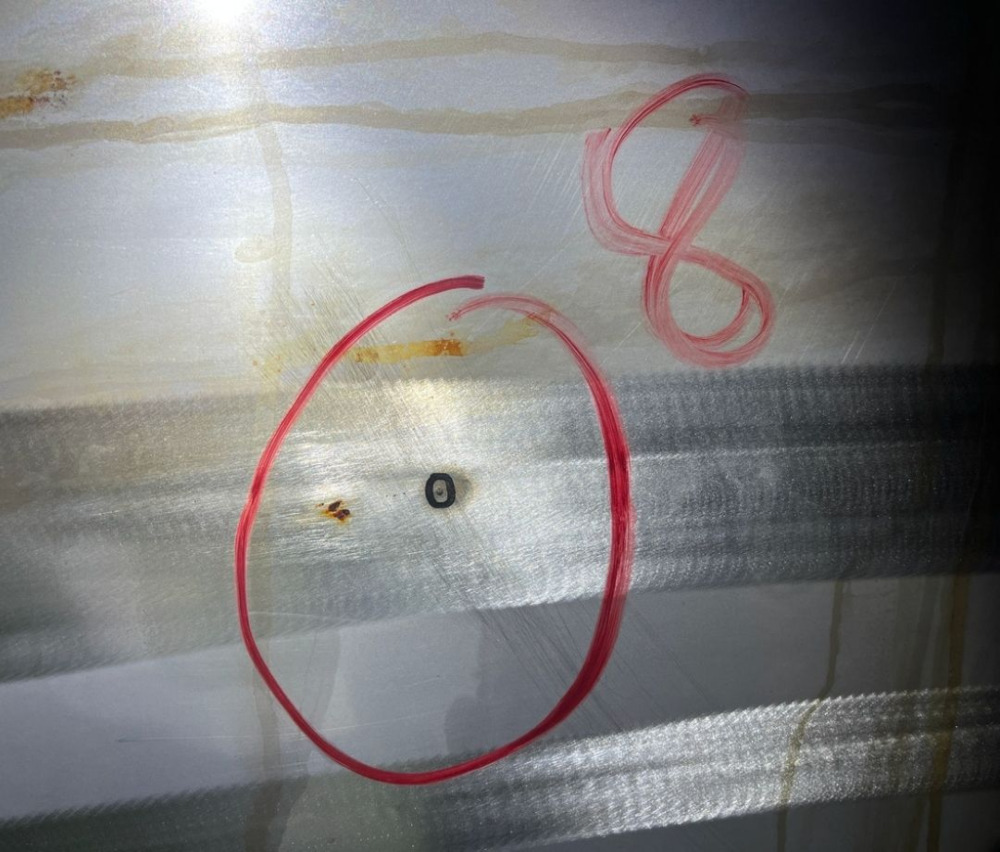
The insidious nature of pitting is that early signs are barely visible to the naked eye. By the time they become obvious, the corrosion has often already caused significant internal damage.
In the early stages, only small reddish-brown discolourations or tiny depressions may be visible. For a reliable diagnosis, the following methods are used:
- Visual inspection: First indications through direct examination, if necessary using a magnifying glass or endoscope for hard-to-reach areas.
- Hydrostatic pressure test: Tests the vessel's leak-tightness and provides information about the extent of damage before a repair decision is made.
- Ultrasonic testing: Measures the remaining wall thickness and reveals subsurface damage invisible from the outside – particularly important for pressure vessels.
- X-ray examination: Precisely locates internal defects, voids and cracks.
- Electrochemical measurements: Determine the corrosion rate and provide information about the current aggressiveness of the medium towards the material.
Flash rust on outdoor installations
Vessels installed outdoors – especially near railway lines or busy roads – can develop so-called flash rust. Iron particles released during braking are carried through the air and deposited on the stainless steel surface. In combination with humidity, surface corrosion occurs, recognisable as small rusty specks.

This type of corrosion is less critical than damage inside the vessel but should be removed regularly to maintain long-term corrosion resistance.
How to remove rust from stainless steel: step-by-step guide
Light discolouration and flash rust
Light discolourations can often be removed with simple household methods – a sponge and a mild diluted detergent. Afterwards, the stainless steel should be rinsed with clean water and dried. If this is not sufficient, a suitable chloride-free stainless steel cleaner can be used. Follow the instructions carefully – these products should not be left on the surface for too long.
Heavier rust: mechanical treatment
If rust stains persist despite cleaning or material loss is already visible, the surface can be treated mechanically. A leak-tightness test (hydrostatic test) should be carried out beforehand to assess the scope of repair required.
The surface is ground down with a grinding tool until the rust is completely removed. Pickling and passivation of the surface are recommended afterwards. Important: tools must not have been previously used on carbon steel, to avoid introducing foreign particles.
Can you repair pitting corrosion – or does the vessel need replacing?
Not every case of pitting requires replacing the vessel – but some do. The decisive factors are residual wall thickness, damage location and pressure-test result.
Repair is possible when …
- the wall thickness after grinding still meets the minimum allowable value
- the damage is limited to the surface with no through-wall penetration
- the pressure test is passed after treatment
- the damage site is not in a safety-critical zone (weld seam, bottom head, nozzle)
Replacement is necessary when …
- the residual wall thickness after grinding falls below the minimum allowable value
- pitting is widespread or present at several critical locations simultaneously
- the pressure test reveals a leak that cannot be repaired
- the vessel's code or WHG approval does not permit a repaired condition
- the damage is located in the area of weld or pressure seams and compromises structural integrity
When in doubt, a professional inspection by a certified inspector or the vessel manufacturer is always recommended.
Choosing the right stainless steel grade: V2A (304) vs. V4A (316L) and the PREN value
The PREN value (Pitting Resistance Equivalent Number) is the key metric: the higher the value, the more resistant the alloy is to pitting corrosion.
Calculation: PREN = %Cr + 3.3 × (%Mo + %W) + 16 × %N
| Alloy | Designation | PREN value (approx.) | Typical application |
|---|---|---|---|
| 1.4301 | V2A / AISI 304 | ~19 | General applications, no chloride contact |
| 1.4401 | V4A / AISI 316 | ~24 | Increased chloride resistance, food industry |
| 1.4404 | V4A low carbon / AISI 316L | ~24 | Welded constructions, pharmaceutical, food industry |
| 1.4571 | V4A Ti-stabilised / AISI 316Ti | ~25 | Aggressive media, high-temperature applications |
Stainless steel 316 grades (1.4401, 1.4404, 1.4571) offer significantly higher corrosion resistance than stainless steel 304 (1.4301) thanks to their increased molybdenum content. It is therefore worth checking at the time of purchase whether the intended medium requires a higher-grade alloy – the additional cost is often recouped through longer service life and lower maintenance expenditure.
Preventing pitting corrosion: tips for daily operation
- Analyse the medium: Have chloride content, pH value and temperature of the process medium tested – particularly when commissioning new equipment or changing media.
- Clean regularly: Remove deposits, biofilms and residues promptly. Use only chloride-free cleaning agents.
- Avoid stagnation: Do not leave vessels and pipework filled with standing media for extended periods.
- Keep tools clean: Never use tools that have previously been in contact with carbon steel.
- Inspect regularly: Check critical areas such as weld seams, bottom heads and nozzles at regular intervals.
- Choose the right material: For chloride-containing or aggressive media, specify stainless steel 316 grades and, where necessary, consider high-alloy special steels (e.g. 1.4539 / Hastelloy).
Crevice corrosion as a related risk
Closely related to pitting is crevice corrosion – it develops in poorly flushed zones and frequently occurs simultaneously with pitting.
Crevice corrosion does not occur on open surfaces but in poorly flushed zones: weld seams, flange connections, dead spaces and vessel bottoms. In these confined areas, aggressive ions accumulate, the oxygen level drops, and the passive layer can no longer regenerate.
In practice, crevice corrosion frequently occurs simultaneously with pitting – yet another reason to inspect vessels thoroughly and completely, not just the visible surfaces.