
Cos'è la pulizia CIP? Definizione e significato
La pulizia CIP (Cleaning in Place) è la pulizia interna automatizzata di serbatoi, tubazioni e impianti di processo nello stato installato, senza smontaggio dei componenti a contatto con il prodotto.
L'acronimo CIP sta per "Cleaning in Place" e descrive un processo in cui i sistemi impiantistici chiusi vengono puliti con mezzi di pulizia definiti, temperature e condizioni di flusso prestabilite. A differenza della pulizia manuale o del COP (Cleaning out of Place), tutti i componenti rimangono nello stato installato.
- A cosa serve: Pulizia riproducibile di sistemi chiusi in ambienti di processo e produzione – dal caseificio all'industria farmaceutica.
- Vantaggi: Risultati standardizzati, minor necessità di smontaggio, gestione del processo documentabile, tempi di fermo ridotti.
- Procedura: Prelavaggio → lavaggio alcalino principale → risciacquo intermedio → lavaggio acido opzionale → risciacquo finale → eventuale disinfezione/asciugatura.
Distinzione: Il CIP pulisce all'interno del sistema. Il COP (Cleaning out of Place) richiede lo smontaggio e la pulizia esterna dei singoli componenti. Nella pratica, entrambi i metodi vengono spesso combinati.
Quando è indicata la pulizia CIP? Settori di applicazione
Il CIP è indicato quando le superfici interne a contatto con il prodotto devono essere pulite regolarmente e lo smontaggio prolungherebbe o complicherebbe inutilmente l'operatività.
I casi di applicazione tipici sono cicli di pulizia ricorrenti in impianti chiusi, dove l'attenzione si concentra su pulibilità, tempi di fermo e sicurezza del processo. L'idoneità del CIP dipende, tra l'altro, dai residui di prodotto, dalla geometria, dagli elementi interni, dai requisiti igienici e dalla verifica della pulizia.
- Serbatoi di processo e stoccaggio: Pulizia interna di serbatoi in acciaio inox con elementi interni fissi – uno dei campi di applicazione più frequenti per gli impianti CIP.
- Tubazioni e nodi valvole: Pulizia di zone difficilmente accessibili senza apertura dell'impianto, tipicamente con velocità di flusso di 1,5–2,5 m/s.
- Scambiatori di calore: Rimozione dei depositi in funzione del mezzo, della temperatura e del tipo di contaminazione.
- Impianti di riempimento e miscelatori: Pulizia CIP prima dei cambi prodotto o a fine produzione per evitare la contaminazione incrociata.
CIP vs. COP: qual è la differenza?
La differenza fondamentale è che il CIP pulisce nel sistema chiuso, mentre il COP presuppone lo smontaggio e la pulizia esterna dei singoli componenti.
Nella pratica, CIP e COP non sono intesi come opposti, ma come strategie di pulizia complementari. Determinati componenti possono richiedere uno smontaggio parziale nonostante il CIP, ad esempio quando la geometria, i punti di tenuta o i depositi limitano una pulizia sicura all'interno del sistema.
- CIP (Cleaning in Place): Pulizia automatizzata nel sistema, adatta per cicli ricorrenti e standardizzazione. Nessuno smontaggio necessario.
- COP (Cleaning out of Place): Pulizia fuori dall'impianto, adatta per componenti che devono essere ispezionati o trattati manualmente – ad es. valvole, guarnizioni o sensori.
- Combinazione: CIP per l'impianto più COP per gruppi definiti di componenti (basato sul processo e sul rischio). Molte aziende utilizzano il CIP come processo standard e lo integrano con il COP in fase di revisione.
CIP vs. SIP: qual è la differenza?
Il CIP pulisce, il SIP sterilizza – entrambi i processi operano nello stato installato, ma perseguono obiettivi diversi.
SIP sta per "Sterilization in Place" e indica la sterilizzazione termica di componenti dell'impianto nello stato installato, tipicamente con vapore saturo a temperature di 121–134 °C. Mentre il CIP rimuove residui di prodotto e contaminazioni, il SIP mira a eliminare la contaminazione microbiologica mediante l'inattivazione dei germi.
- CIP: Rimozione dei residui mediante risciacquo con soluzioni di pulizia. Obiettivo: superfici pulite per la fase di produzione successiva.
- SIP: Sterilizzazione termica con vapore saturo (≥ 121 °C, tempo di mantenimento tipico 20–30 min). Obiettivo: assenza di germi per processi asettici.
- Sequenza: Nell'industria farmaceutica e biotecnologica, il SIP segue il CIP – prima si pulisce, poi si sterilizza.
- Progettazione dell'impianto: Gli impianti idonei al SIP devono essere inoltre progettati a tenuta di vapore e resistenti alla pressione, e devono poter raggiungere tutte le zone con vapore saturo.
Pulizia CIP nell'industria alimentare, farmaceutica e chimica
Il CIP viene utilizzato in modo trasversale nei settori dove gli impianti di processo devono essere puliti regolarmente e devono essere rispettati standard igienici definiti.
L'impiego del CIP è consolidato in numerosi settori industriali, non appena prodotti, residui o requisiti qualitativi rendono necessaria una pulizia standardizzata. I parametri concreti e le verifiche dipendono dal mezzo, dalla tecnologia impiantistica e dalle specifiche di qualità.
Pulizia CIP nell'industria alimentare e delle bevande
Nell'industria alimentare il CIP è lo standard per la pulizia di serbatoi, tubazioni e impianti di riempimento. Le applicazioni tipiche riguardano caseifici, birrifici, stabilimenti di produzione di succhi di frutta e impianti di lavorazione carni. La chimica di pulizia viene adattata al rispettivo prodotto: i residui di latte richiedono un lavaggio alcalino (60–80 °C) seguito da un lavaggio acido contro la pietra del latte, mentre per birra e succhi di frutta è spesso sufficiente una sequenza CIP puramente alcalina.
Pulizia CIP nel settore lattiero-caseario e birrario
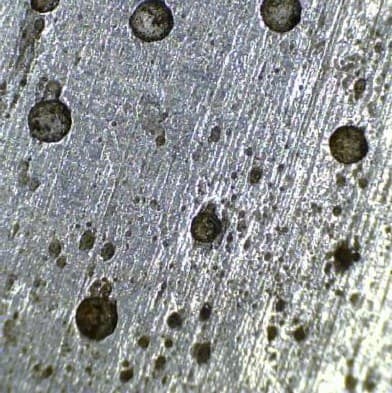
I caseifici puliscono serbatoi e pastorizzatori tipicamente più volte al giorno tramite CIP. Il lavaggio alcalino (1–3 % NaOH, 65–80 °C) dissolve i residui di grassi e proteine, la successiva fase acida (0,5–1,5 % HNO₃, 55–65 °C) rimuove la pietra del latte e i depositi calcarei. Nei birrifici l'attenzione si concentra sulla pulizia di serbatoi di fermentazione e maturazione, caldaie di cottura del mosto e linee di riempimento – con concentrazioni e temperature adattate.
Pulizia CIP nell'industria farmaceutica
Le aziende farmaceutiche e biotecnologiche pongono i requisiti più elevati ai processi CIP. La validazione della pulizia secondo le linee guida GMP è obbligatoria: ogni ciclo CIP deve essere riproducibile, documentato e verificabile. Frequentemente, al CIP segue una fase SIP (Sterilization in Place) con vapore saturo a ≥ 121 °C. I limiti per le verifiche di pulizia vengono calcolati in modo specifico per il prodotto, sulla base della tossicologia e del dosaggio.
CIP nell'industria chimica e cosmetica
Nell'industria chimica e della chimica fine, la resistenza dei materiali e la compatibilità con i mezzi sono in primo piano. Mezzi di pulizia aggressivi o solventi richiedono materiali di tenuta adattati e qualità superficiali adeguate. Nell'industria cosmetica, la sfida è rappresentata dai prodotti viscosi (creme, emulsioni) – in questo caso, la tecnica di spruzzatura e l'azione meccanica devono essere progettate con particolare cura.
Il cerchio di Sinner: i 4 fattori della pulizia CIP
Il cerchio di Sinner descrive l'interazione dei quattro fattori efficacia chimica, temperatura, tempo e meccanica – la base di ogni progettazione CIP.
Il cerchio di Sinner (Sinner'scher Kreis) è stato formulato nel 1959 da Herbert Sinner ed è considerato il modello fondamentale della tecnica di pulizia. Mostra che l'efficacia della pulizia deriva sempre dall'interazione di quattro fattori. Se un fattore viene ridotto, gli altri devono compensare per ottenere lo stesso risultato di pulizia.
| Fattore | Funzione | Valori CIP tipici |
|---|---|---|
| Chimica | Dissoluzione ed emulsionamento dei residui mediante mezzi di pulizia alcalini o acidi | Alcalino: 1–3 % NaOH; Acido: 0,5–1,5 % HNO₃ o acido fosforico |
| Temperatura | Accelera le reazioni chimiche e migliora la solubilità dei residui | Alcalino: 60–80 °C; Acido: 55–65 °C; Prelavaggio: 30–40 °C |
| Tempo | Durata di azione per il distacco chimico e meccanico delle contaminazioni | Singole fasi: 10–20 min; Ciclo completo: 45–90 min (in funzione dell'impianto) |
| Meccanica | Forze di flusso, pressione di spruzzatura e impatto rimuovono i depositi dalle superfici | Tubazione: 1,5–2,5 m/s; Sfera di spruzzatura: 2–4 bar; Testina rotante: 4–10 bar |
Esempio pratico: Se in un caseificio la temperatura viene ridotta per ragioni energetiche, la concentrazione del detergente o il tempo di azione devono essere aumentati – altrimenti i residui proteici rimangono sulle pareti del serbatoio. Questa interazione è il nucleo del cerchio di Sinner e la base di ogni ottimizzazione CIP.
Impianto CIP: struttura e funzionamento
Un impianto CIP è un sistema centralizzato o decentralizzato composto da serbatoi, pompe, valvole e sistemi di controllo, che fa circolare automaticamente i mezzi di pulizia attraverso l'impianto da pulire.
Gli impianti CIP vengono realizzati come stazioni centralizzate (per più utenze) o unità decentralizzate (per singole parti dell'impianto). I componenti di base sono simili in entrambi i casi:
- Serbatoi di pulizia: Serbatoi separati per soluzione alcalina, acida, acqua fresca e, se necessario, disinfettante. Volumi tipici: 500–5.000 litri a seconda delle dimensioni dell'impianto.
- Pompe: Pompe centrifughe per la movimentazione dei mezzi di pulizia con pressione e portata sufficienti per gli organi di spruzzatura.
- Scambiatori di calore: Riscaldamento delle soluzioni di pulizia alla temperatura di processo richiesta.
- Nodi valvole e tubazioni: Commutazione automatica tra le fasi di pulizia e ricircolo dei mezzi.
- Controllo e sensoristica: Gestione del programma tramite SPS con monitoraggio di temperatura, conducibilità, portata e pressione.
Gli impianti CIP possono funzionare in modalità a passaggio singolo (monouso) o in modalità ricircolo (riutilizzo dei mezzi di pulizia). La modalità ricircolo consente di risparmiare acqua e prodotti chimici, ma richiede un controllo qualità della soluzione ricircolata.
Il processo CIP: guida passo dopo passo
Un processo CIP è composto da fasi definite che, in sequenza, dissolvono e rimuovono i residui e stabiliscono le condizioni per il rilascio.
La procedura concreta viene adattata al prodotto, alla contaminazione, all'impianto e ai requisiti di verifica. L'ordine delle fasi è importante per evitare di fissare i residui e per impiegare efficacemente i prodotti chimici di pulizia. I valori indicativi seguenti sono orientamenti tipici del settore – i parametri effettivi vengono definiti e validati in modo specifico per ciascun impianto.
- 1) Prelavaggio (3–5 min, 30–40 °C): Rimozione dei residui grossolani con acqua. Obiettivo: eliminare i residui di prodotto prima dell'impiego dei prodotti chimici. L'acqua fredda o tiepida previene la denaturazione delle proteine.
- 2) Lavaggio alcalino principale (10–20 min, 60–80 °C): Rimozione delle contaminazioni organiche come grassi, proteine o amidi. Concentrazione tipica: 1–3 % NaOH o KOH.
- 3) Risciacquo intermedio (3–5 min): Rimozione dei prodotti chimici di pulizia con acqua fresca. La transizione viene controllata tramite misura della conducibilità.
- 4) Lavaggio acido (10–15 min, 55–65 °C, opzionale): Rimozione dei depositi minerali (pietra del latte, calcare, pietra della birra). Tipico: 0,5–1,5 % di acido nitrico o acido fosforico.
- 5) Risciacquo finale (3–5 min): Risciacquo con acqua fresca fino al raggiungimento di un valore di conducibilità definito (< 200 µS/cm come valore indicativo).
- 6) Disinfezione o trattamento termico (in funzione del processo): Opzione in base ai requisiti igienici e di sicurezza. Disinfezione chimica (ad es. acido peracetico) o termica (acqua calda ≥ 85 °C, 15–20 min).
- 7) Svuotamento/sgocciolamento/asciugatura: Rilevante per cambi prodotto sensibili o requisiti di umidità. Residui in zone morte possono favorire la crescita microbica.
Requisiti tecnici per impianti idonei al CIP
Un impianto è idoneo al CIP solo quando tutte le zone a contatto con il prodotto possono essere completamente bagnate e nessun residuo rilevante può aderire in modo permanente.
L'idoneità al CIP è prima di tutto una questione di progettazione costruttiva e di situazione di installazione. Sono determinanti i percorsi di flusso, l'eliminazione di zone morte, gli attacchi idonei e una geometria che consenta la pulizia in condizioni di flusso reali.
- Hygienic Design: Progettazione costruttiva orientata alla pulibilità e all'eliminazione di zone di deposito – idealmente secondo le linee guida EHEDG (European Hygienic Engineering & Design Group).
- Eliminazione delle zone morte: Nessun vicolo cieco, derivazioni corte (rapporto L/D ≤ 1,5), tecnologia valvolare idonea, pendenze definite (≥ 1 % per le tubazioni orizzontali).
- Bagnabilità: La tecnica di spruzzatura, gli elementi interni e il posizionamento devono raggiungere in modo affidabile le superfici interne – le zone d'ombra causate da agitatori, sensori o deflettori devono essere minimizzate costruttivamente.
- Svuotabilità: Lo svuotamento residuo e il comportamento di sgocciolamento influenzano l'impegno di pulizia e la ripetibilità. Fondi con pendenza verso lo scarico e svuotamento nel punto più basso sono lo standard.
Materiali, superfici e guarnizioni nella pulizia CIP
La scelta dei materiali, lo stato delle superfici e i sistemi di tenuta determinano la resistenza e la pulibilità delle zone a contatto con il prodotto durante il funzionamento CIP.
Per i serbatoi in acciaio inox e i componenti di processo, sono rilevanti la resistenza alla corrosione, la qualità superficiale e la resistenza chimica e termica delle guarnizioni. I requisiti derivano dal prodotto, dai mezzi di pulizia, dal profilo termico e dalla frequenza di pulizia.
- Acciai inox: I materiali più utilizzati sono 1.4301 (V2A / AISI 304), 1.4404 o 1.4571 (V4A / AISI 316). La scelta del materiale dipende dal mezzo e dalla chimica di pulizia – mezzi contenenti cloruri richiedono almeno 1.4404 o 1.4571 per la maggiore resistenza alla vaiolatura.
- Superfici e cordoni di saldatura: Superfici lisce e ben accessibili riducono il rischio di depositi. Nell'industria alimentare e farmaceutica si richiedono valori di rugosità di Ra ≤ 0,8 µm. I cordoni di saldatura devono essere eseguiti a filo, senza porosità e senza fessure.
- Guarnizioni: Materiali come EPDM (standard per CIP fino a 130 °C), FKM/Viton (per chimica aggressiva) o PTFE (resistenza universale) vengono selezionati in funzione della resistenza chimica e termica.
- Compatibilità dei materiali: Mezzi di processo e chimica di pulizia devono essere considerati congiuntamente. L'acido nitrico può causare corrosione con determinati materiali o concentrazioni – in particolare in combinazione con temperature elevate.
Cosa rende un serbatoio compatibile con il CIP?
Un serbatoio idoneo al CIP combina caratteristiche costruttive che consentono una pulizia completa, riproducibile e verificabile nello stato installato – dalla qualità superficiale alla geometria di spruzzatura.
L'idoneità al CIP di un serbatoio in acciaio inox non è una singola caratteristica, ma il risultato di una combinazione ponderata di materiale, geometria, elementi interni e attacchi. Per i serbatoi impiegati in settori igienicamente sensibili, l'idoneità al CIP è un requisito centrale nella progettazione, nell'approvvigionamento e nella valutazione.
Requisiti costruttivi di base
- Rugosità superficiale: Le superfici interne a contatto con il prodotto devono presentare una rugosità definita. Nell'industria alimentare è tipico Ra ≤ 0,8 µm, nell'industria farmaceutica si richiedono Ra ≤ 0,4 µm o migliore (elettrolucidato). Superfici più lisce riducono l'adesione dei residui e facilitano la pulizia.
- Esecuzione dei cordoni di saldatura: Tutti i cordoni di saldatura a contatto con il prodotto devono essere eseguiti a filo, senza fessure e senza porosità – idealmente saldati WIG (Wolfram-Inertgas) sotto gas di protezione (gas formante) con successivo decapaggio o passivazione. Cordoni sovrapposti, residui di scoria o colorazioni termiche costituiscono punti di adesione per i residui.
- Geometria priva di zone morte: Nessuna tasca, fessura, sottosquadro o vicolo cieco nello spazio interno. Geometria del fondo con pendenza verso il bocchello di scarico (≥ 3° fondo conico o fondo bombato con svuotamento nel punto più basso).
- Angoli e transizioni: Tutti i raggi interni ≥ 3 mm (per il settore farmaceutico ≥ 6 mm secondo ASME BPE). Gli spigoli vivi impediscono la completa bagnatura e creano zone d'ombra nella pulizia.
Connessioni e tecnologia di spruzzatura
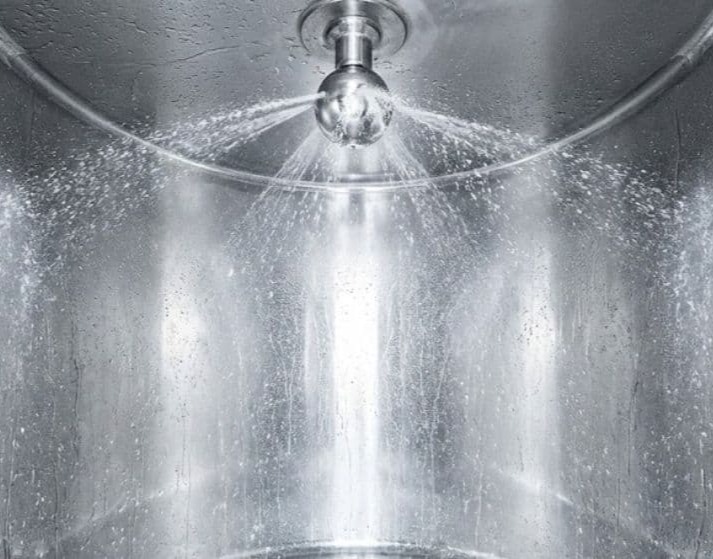
- Testina CIP o sfera di spruzzatura: Montata nel coperchio a cupola o sulla sommità del serbatoio. Le sfere di spruzzatura statiche generano un pattern di spruzzatura uniforme a bassa pressione (2–4 bar). Per contaminazioni ostinate o serbatoi di grandi dimensioni si impiegano testine di spruzzatura rotanti (4–10 bar), che producono una maggiore azione meccanica.
- Attacco di mandata e ritorno CIP: Attacchi separati per i mezzi di pulizia – la mandata tramite la testina di spruzzatura, il ritorno nel punto più basso del serbatoio. Il dimensionamento deve garantire la portata volumetrica necessaria.
- Sfiato: Attacco di ventilazione nel punto più alto, per evitare la formazione di vuoto durante lo svuotamento e consentire il riempimento completo con il mezzo di pulizia.
- Campionamento: Attacchi di campionamento eseguiti senza zone morte per le verifiche di pulizia (tamponi, campioni di acqua di risciacquo).
Norme e linee guida per il design igienico
- EHEDG (European Hygienic Engineering & Design Group): Linee guida per la progettazione igienica di impianti e componenti – il più importante regolamento europeo per il design idoneo al CIP.
- DIN EN 1672-2: Requisiti di sicurezza e igiene per le macchine alimentari – contiene requisiti per la pulibilità e l'idoneità dei materiali.
- ASME BPE (Bioprocessing Equipment): Standard per l'industria farmaceutica – definisce rugosità superficiali, criteri per i cordoni di saldatura e principi costruttivi per serbatoi pulibili e sterilizzabili.
- FDA 21 CFR: Requisiti dell'autorità statunitense per alimenti e farmaci relativi ai materiali e alle attrezzature di processo nel settore alimentare e farmaceutico.
Valutazione e approvvigionamento di serbatoi compatibili con il CIP
Nell'approvvigionamento di serbatoi in acciaio inox per applicazioni CIP, occorre verificare i seguenti punti: La rugosità superficiale è documentata? I cordoni di saldatura sono eseguiti e controllati secondo le norme vigenti? Tutti gli attacchi sono privi di zone morte e la geometria del fondo è idonea allo svuotamento residuo? È presente o installabile un attacco per la testina di spruzzatura?
Behälter KG dispone di un ampio magazzino di serbatoi in acciaio inox – tra cui numerose esecuzioni idonee al CIP provenienti dall'industria alimentare, farmaceutica e chimica. Molti serbatoi usati sono già dotati di attacchi CIP, testine di spruzzatura e certificati dei materiali documentati. Se cercate serbatoi in acciaio inox idonei al CIP, potete consultare la nostra attuale offerta di serbatoi in acciaio inox o contattarci direttamente.
Quali fattori meccanici sono determinanti nel CIP?
Il successo della pulizia non dipende solo dalla chimica e dalla temperatura, ma in modo sostanziale dalla bagnatura, dal flusso e dall'azione meccanica – il quarto fattore nel cerchio di Sinner.
Nei serbatoi, l'azione meccanica viene generata principalmente tramite organi di spruzzatura e condizioni di flusso. Nelle tubazioni e nei distributori, la conduzione del flusso è determinante per il distacco e la rimozione dei depositi. Gli elementi interni come agitatori o scambiatori di calore influenzano significativamente la pulibilità.
- Tecnica di spruzzatura: Le sfere di spruzzatura statiche generano un film di liquido sull'intera parete interna (2–4 bar, ca. 10–15 m³/h). Le testine di spruzzatura rotanti operano a pressione più elevata (4–10 bar) e generano getti direzionati con maggiore azione meccanica – per contaminazioni ostinate o serbatoi > 5 m³.
- Flusso nelle tubazioni: Per una pulizia CIP efficace è necessario un flusso turbolento – come valore indicativo si considerano velocità di flusso di 1,5–2,5 m/s (numero di Reynolds > 30.000). Un flusso laminare comporta una rimozione insufficiente.
- Elementi interni: Agitatori, deflettori, sensori o superfici di riscaldamento/raffreddamento possono creare zone d'ombra. Il posizionamento della testina di spruzzatura deve tenere conto di questi elementi.
- Scambiatori di calore: La tendenza ai depositi dipende dal mezzo e dalla temperatura. Gli scambiatori di calore a piastre richiedono condizioni di flusso adattate e una pulizia acida più frequente.
Monitoraggio CIP e documentazione
I processi CIP vengono monitorati tramite valori misurati e protocolli per poter dimostrare condizioni riproducibili.
Nella pratica, i parametri di processo vengono rilevati, monitorati e documentati. Quali grandezze di misura sono necessarie dipende dal settore, dalle specifiche di qualità interne e dal livello di verifica richiesto.
- Temperatura: Controllo dell'efficacia di pulizia e della sicurezza del processo. Misurazione alla mandata e al ritorno – la differenza fornisce informazioni sulle perdite termiche e sullo stato dell'impianto.
- Conducibilità: Parametro centrale per il riconoscimento dei cambi di mezzo e degli stati di risciacquo. Una conducibilità crescente indica la presenza del detergente, valori decrescenti segnalano la transizione all'acqua fresca.
- Portata e pressione: Verifica di plausibilità delle condizioni di flusso e dell'efficacia di spruzzatura. Un calo di pressione può indicare ugelli ostruiti o perdite.
- Tempo e gestione del programma: Sequenza a fasi controllata da SPS con tempi minimi per ogni fase. Le deviazioni vengono protocollate e possono attivare allarmi automatici.
La verifica della pulizia viene condotta attraverso metodi di prova idonei e distingue tra verifica una tantum (validazione) e controllo continuo (verifica di routine). Quali prove sono necessarie dipende dal rischio, dal prodotto, dai requisiti igienici e dai processi interni di rilascio. In molti casi vengono combinati più metodi per coprire sia i residui che gli aspetti microbiologici.
- Controllo visivo: Verifica di base sulla presenza di residui visibili – tuttavia non sufficiente per aree regolamentate.
- Tamponi (swab test): Rilevamento dei residui in punti di campionamento definiti. I limiti vengono calcolati in modo specifico per il prodotto (ad es. tramite MACO – Maximum Allowable Carryover).
- Analisi dell'acqua di risciacquo: Misurazione di conducibilità, pH o TOC (Total Organic Carbon) nell'ultima acqua di risciacquo.
- Test ATP: Indicatore rapido di contaminazione organica – risultato in pochi minuti, ma non specifico per il prodotto.
- Analisi microbiologiche: Conta microbica, terreni selettivi o PCR – rilevanti a seconda del settore per la sicurezza igienica.
- Test di bagnatura: Verifica che le superfici critiche vengano raggiunte in modo affidabile (ad es. test con riboflavina: le superfici interne vengono bagnate con riboflavina fluorescente, dopo il CIP si controlla sotto luce UV).
Errori comuni nella pulizia CIP e relative cause
Molti problemi CIP derivano da punti deboli costruttivi, parametri inadeguati o monitoraggio insufficiente – non dal processo stesso.
Quando i residui si presentano ripetutamente, spesso la causa non è un singolo parametro, ma una combinazione di geometria, bagnatura, conduzione dei mezzi e condizioni operative. Una ricerca strutturata degli errori inizia dai punti critici dell'impianto.
- Zone morte e vicoli ciechi: Le zone di ristagno causano contaminazioni ricorrenti. Le derivazioni con L/D > 1,5 sono particolarmente critiche.
- Zone d'ombra causate da elementi interni: I pattern di spruzzatura non raggiungono tutte le superfici – agitatori, sensori e bocchelli passo d'uomo creano zone d'ombra che devono essere considerate in fase di progettazione.
- Velocità di flusso troppo bassa: Con < 1,5 m/s nelle tubazioni, l'azione meccanica è insufficiente. Il flusso laminare può favorire la formazione di biofilm.
- Criteri di risciacquo non chiari: Cambi di mezzo senza un'indicazione sicura della conducibilità aumentano il rischio di residui chimici nel prodotto.
- Problemi di materiali e guarnizioni: Rigonfiamento, invecchiamento o corrosione causati da chimica di pulizia non compatibile compromettono la pulibilità e la tenuta a lungo termine.
- Svuotamento insufficiente: I volumi residui nei punti bassi aumentano i rischi microbiologici. La mancanza di pendenza nei tratti orizzontali delle tubazioni è una causa frequente.
Checklist: domande chiave prima di implementare un processo CIP
Per una decisione CIP solida, occorre considerare congiuntamente prodotto, geometria, requisiti di verifica e procedure operative.
- Prodotto e residui: Quali contaminazioni sono prevedibili (organiche/minerali, viscose, aderenti, componenti allergenici)?
- Geometria: Esistono zone morte, vicoli ciechi, posizioni di installazione sfavorevoli o elementi interni difficili da bagnare?
- Livello di verifica: Quali criteri di rilascio si applicano internamente (QS/QA) e come vengono verificati? È necessaria una validazione della pulizia?
- Gestione dei parametri: Quali mezzi, temperature e tempi sono generalmente ammissibili (in funzione dei materiali e del processo)?
- Monitoraggio: Quali valori misurati vengono rilevati e come viene riconosciuto in modo univoco il cambio di mezzo?
- Esercizio: Con quale frequenza avvengono i cambi prodotto e quanto sono critici i tempi di fermo e la durata della pulizia?
- Manutenzione: Quali guarnizioni e parti soggette a usura sono coinvolte e come viene controllato il loro stato?
- Stato del serbatoio: Rugosità superficiale, cordoni di saldatura e attacchi sono documentati e idonei al CIP? Una testina di spruzzatura è presente o installabile?