
What is CIP Cleaning? Definition & Meaning
CIP cleaning (Cleaning in Place) is the automated internal cleaning of tanks, pipelines and process equipment in their installed state – without disassembly of product-contact components.
The term CIP stands for "Cleaning in Place" and describes a process in which closed system equipment is cleaned using defined cleaning agents, temperatures and flow conditions. Unlike manual cleaning or COP (Cleaning out of Place), all components remain in their installed state.
- Purpose: Reproducible cleaning of closed systems in process and production environments – from dairies to the pharmaceutical industry.
- Advantages: Standardised results, reduced disassembly effort, documentable process control, shorter downtime.
- Sequence: Pre-rinse → alkaline main cleaning → intermediate/clear rinse → optional acid cleaning → final rinse → disinfection/drying if required.
Distinction: CIP cleans within the system. COP (Cleaning out of Place) requires disassembly and external cleaning of individual components. In practice, both methods are frequently combined.
When is CIP Cleaning Used? Typical Applications
CIP is useful when product-contact internal surfaces need to be cleaned regularly and disassembly would unnecessarily extend or complicate operations.
Typical applications include recurring cleaning cycles in closed systems where cleanability, downtime and process reliability are the primary concerns. Whether CIP is the right solution depends on factors such as product residues, geometry, internals, hygiene requirements and cleaning verification.
- Process and storage vessels: Internal cleaning of stainless steel vessels with permanently installed internals – one of the most common applications for CIP systems.
- Pipelines and valve clusters: Cleaning of hard-to-access areas without opening the system, typically at flow velocities of 1.5–2.5 m/s.
- Heat exchangers: Removal of deposits depending on the medium, temperature and type of fouling.
- Filling lines and mixers: CIP cleaning before product changeovers or at the end of production to prevent cross-contamination.
CIP vs. COP: What's the Difference?
The key difference is that CIP cleans within the closed system, while COP requires the disassembly and external cleaning of individual components.
In practice, CIP and COP are not regarded as opposites but as complementary cleaning strategies. Certain components may still require partial disassembly despite CIP, for example when geometry, sealing points or deposits limit reliable cleaning within the system.
- CIP (Cleaning in Place): Automated cleaning within the system, suitable for recurring cycles and standardisation. No disassembly required.
- COP (Cleaning out of Place): Cleaning outside the system, suitable for components that need to be specifically inspected or manually treated – e.g. valves, seals or sensors.
- Combination: CIP for the main system plus COP for defined sub-assemblies (process- and risk-based). Many facilities run CIP as the standard process and supplement it with COP during revisions.
CIP vs. SIP: What's the Difference?
CIP cleans, SIP sterilises – both methods work in the installed state but pursue different objectives.
SIP stands for "Sterilization in Place" and refers to the thermal sterilisation of equipment components in their installed state, typically using saturated steam at temperatures of 121–134 °C. While CIP removes product residues and contamination, SIP aims to eliminate microbiological contamination by destroying microorganisms.
- CIP: Removal of residues by flushing with cleaning solutions. Objective: Clean surfaces for the next production step.
- SIP: Thermal sterilisation with saturated steam (≥ 121 °C, typical hold time 20–30 min). Objective: Sterility for aseptic processes.
- Sequence: In the pharmaceutical and biotech industry, SIP follows CIP – first clean, then sterilise.
- Equipment design: SIP-capable systems must additionally be designed to be steam-tight and pressure-resistant, and must be able to reach all areas with saturated steam.
CIP Cleaning in Food, Pharma & Chemical Industries
CIP is used across industries wherever process equipment must be cleaned regularly and defined hygiene standards must be maintained.
The use of CIP is established in many industries as soon as products, residues or quality requirements necessitate standardised cleaning. The specific parameters and verification requirements depend on the medium, the equipment technology and the quality specifications.
CIP Cleaning in the Food & Beverage Industry
In the food industry, CIP is the standard for cleaning tanks, pipelines and filling lines. Typical applications include dairies, breweries, fruit juice plants and meat processing facilities. The cleaning chemistry is adapted to the respective product: milk residues require alkaline cleaning (60–80 °C) followed by acid cleaning to remove milk scale, while for beer and fruit juices a purely alkaline CIP sequence is often sufficient.
CIP Cleaning in Dairy & Brewing
Dairies typically clean tanks and pasteurisers several times daily via CIP. Alkaline cleaning (1–3 % NaOH, 65–80 °C) dissolves fat and protein residues, while the subsequent acid stage (0.5–1.5 % HNO₃, 55–65 °C) removes milk scale and calcium deposits. In breweries, the focus is on cleaning fermentation and storage tanks, brew kettles and filling lines – with adapted concentrations and temperatures.
CIP Cleaning in the Pharmaceutical Industry
Pharmaceutical and biotech companies impose the highest demands on CIP processes. Cleaning validation according to GMP guidelines is mandatory: every CIP cycle must be reproducible, documented and verifiable. CIP is frequently followed by an SIP step (Sterilization in Place) with saturated steam at ≥ 121 °C. The limits for cleaning verification are calculated product-specifically based on toxicology and dosage.
CIP in the Chemical & Cosmetics Industry
In the chemical and fine chemical industry, material resistance and media compatibility are the primary concerns. Aggressive cleaning agents or solvents require adapted sealing materials and surface qualities. In the cosmetics industry, viscous products (creams, emulsions) pose the challenge – here, spray technology and mechanical action must be designed with particular care.
The Sinner's Circle: The 4 Factors of CIP Cleaning
The Sinner's Circle describes the interaction of four factors – chemistry, temperature, time and mechanical action – the foundation of every CIP design.
The Sinner's Circle was formulated in 1959 by Herbert Sinner and is considered the fundamental model of cleaning technology. It demonstrates that cleaning effectiveness always results from the interaction of four factors. If one factor is reduced, the others must compensate to achieve the same cleaning result.
| Factor | Function | Typical CIP Values |
|---|---|---|
| Chemistry | Dissolving and emulsifying residues using alkaline or acid cleaning agents | Alkaline: 1–3 % NaOH; Acid: 0.5–1.5 % HNO₃ or phosphoric acid |
| Temperature | Accelerates chemical reactions and improves the solubility of residues | Alkaline: 60–80 °C; Acid: 55–65 °C; Pre-rinse: 30–40 °C |
| Time | Contact time for the chemical and mechanical detachment of contamination | Individual stages: 10–20 min; Total cycle: 45–90 min (system-dependent) |
| Mechanical action | Flow forces, spray pressure and impact effect detach deposits from surfaces | Pipeline: 1.5–2.5 m/s; Spray ball: 2–4 bar; Rotary spray head: 4–10 bar |
Practical example: If a dairy reduces the temperature for energy-saving reasons, the concentration of the cleaning agent or the contact time must be increased – otherwise protein residues will remain on the vessel walls. This interaction is the core of the Sinner's Circle and the basis of every CIP optimisation.
CIP System: Design & How It Works
A CIP system is a centralised or decentralised system consisting of tanks, pumps, valves and controls that automatically circulates cleaning agents through the equipment to be cleaned.
CIP systems are designed as central stations (serving multiple consumers) or decentralised units (for individual equipment sections). The basic components are similar in both cases:
- Cleaning tanks: Separate tanks for caustic, acid, fresh water and, where applicable, disinfectant. Typical volumes: 500–5,000 litres depending on system size.
- Pumps: Centrifugal pumps for delivering cleaning agents at sufficient pressure and flow rate for the spray devices.
- Heat exchangers: Heating of cleaning solutions to the required process temperature.
- Valve clusters and pipelines: Automatic switching between cleaning stages and return of the media.
- Controls and instrumentation: PLC-controlled programme sequencing with monitoring of temperature, conductivity, flow rate and pressure.
CIP systems can operate in single-pass mode (once-through) or in recirculation mode (reuse of cleaning agents). Recirculation saves water and chemicals but requires quality control of the returned solution.
CIP Process: Step-by-Step Guide
A CIP process consists of defined stages that sequentially dissolve and remove residues and establish the conditions for release.
The specific sequence is adapted to the product, type of contamination, equipment and verification requirements. The order of steps is critical to avoid fixing residues and to ensure effective use of cleaning chemicals. The following reference values are industry-standard guidelines – actual parameters are determined and validated on a system-specific basis.
- 1) Pre-rinse (3–5 min, 30–40 °C): Removal of gross residues with water. Objective: Remove product residues before applying chemicals. Cold or lukewarm water prevents protein denaturation.
- 2) Alkaline main cleaning (10–20 min, 60–80 °C): Removal of organic contamination such as fats, proteins or starch. Typical concentration: 1–3 % NaOH or KOH.
- 3) Intermediate/clear rinse (3–5 min): Removal of cleaning chemicals with fresh water. The transition is monitored via conductivity measurement.
- 4) Acid cleaning (10–15 min, 55–65 °C, optional): Removal of mineral deposits (milk scale, limescale, beer stone). Typical: 0.5–1.5 % nitric acid or phosphoric acid.
- 5) Final rinse (3–5 min): Rinsing with fresh water until a defined conductivity value is reached (< 200 µS/cm as a guideline).
- 6) Disinfection or thermal treatment (process-dependent): Optional depending on hygiene and safety requirements. Chemical disinfection (e.g. peracetic acid) or thermal (hot water ≥ 85 °C, 15–20 min).
- 7) Draining/dripping/drying: Relevant for sensitive product changeovers or moisture requirements. Residual volumes in dead zones can promote microbial growth.
Technical Requirements for CIP-Compatible Equipment
Equipment is only CIP-compatible if all product-contact areas can be fully wetted and no significant residues can permanently adhere.
CIP capability is primarily a matter of design and installation conditions. The decisive factors are flow paths, avoidance of dead zones, suitable connections and a geometry that enables cleaning under real flow conditions.
- Hygienic design: Design principles for cleanability and avoidance of deposit zones – ideally in accordance with EHEDG guidelines (European Hygienic Engineering & Design Group).
- Dead zone avoidance: No dead legs, short branch lines (L/D ratio ≤ 1.5), suitable valve technology, defined slopes (≥ 1 % for horizontal pipelines).
- Wettability: Spray technology, internals and positioning must reliably reach all internal surfaces – shadow zones caused by agitators, sensors or baffles must be minimised by design.
- Drainability: Residual draining and drip behaviour affect cleaning effort and repeatability. Vessel bottoms with a slope towards the drain outlet and low-point drainage are standard.
Materials, Surfaces & Seals in CIP Cleaning
Material selection, surface condition and sealing systems determine how resistant and cleanable product-contact areas remain during CIP operation.
For stainless steel vessels and process components, corrosion resistance, surface quality and the chemical and thermal resistance of seals are relevant. Requirements are driven by the product, cleaning agents, temperature profile and cleaning frequency.
- Stainless steel grades: Commonly used grades include 1.4301 (stainless steel 304 / AISI 304), 1.4404 or 1.4571 (stainless steel 316 / AISI 316). The choice of material depends on the medium and cleaning chemistry – chloride-containing media require at least 1.4404 or 1.4571 due to their higher pitting corrosion resistance.
- Surfaces and weld seams: Smooth, easily accessible surfaces reduce the risk of deposits. In the food and pharmaceutical industries, surface roughness values of Ra ≤ 0.8 µm are required. Weld seams must be flush, pore-free and crevice-free.
- Seals: Materials such as EPDM (standard for CIP up to 130 °C), FKM/Viton (for aggressive chemicals) or PTFE (universal resistance) are selected depending on chemical and temperature resistance.
- Material compatibility: Media and cleaning chemicals must be considered together. Nitric acid can cause corrosion with certain materials or concentrations – particularly in combination with elevated temperatures.
What Makes a Tank CIP-Compatible?
A CIP-compatible vessel combines design features that enable complete, reproducible and verifiable cleaning in the installed state – from surface quality to spray geometry.
The CIP capability of a stainless steel vessel is not a single feature but the result of a carefully considered combination of material, geometry, internals and connections. For vessels used in hygienically sensitive industries, CIP capability is a central requirement in design, procurement and evaluation.
Basic Design Requirements
- Surface roughness: Product-contact internal surfaces must have a defined roughness. In the food industry, Ra ≤ 0.8 µm is standard; in the pharmaceutical industry, Ra ≤ 0.4 µm or better (electropolished) is required. Smoother surfaces reduce residue adhesion and facilitate cleaning.
- Weld seam execution: All product-contact weld seams must be flush, crevice-free and pore-free – ideally TIG-welded (tungsten inert gas) under shielding gas (forming gas) with subsequent pickling or passivation. Overlapping seams, slag residues or heat tint form adhesion points for residues.
- Dead-zone-free geometry: No pockets, crevices, undercuts or dead legs in the interior. Bottom geometry with a slope towards the drain nozzle (≥ 3° conical bottom or dished bottom with low-point drainage).
- Corners and transitions: All internal radii ≥ 3 mm (for pharma ≥ 6 mm per ASME BPE). Sharp edges prevent complete wetting and create cleaning shadows.
Connections & Spray Technology
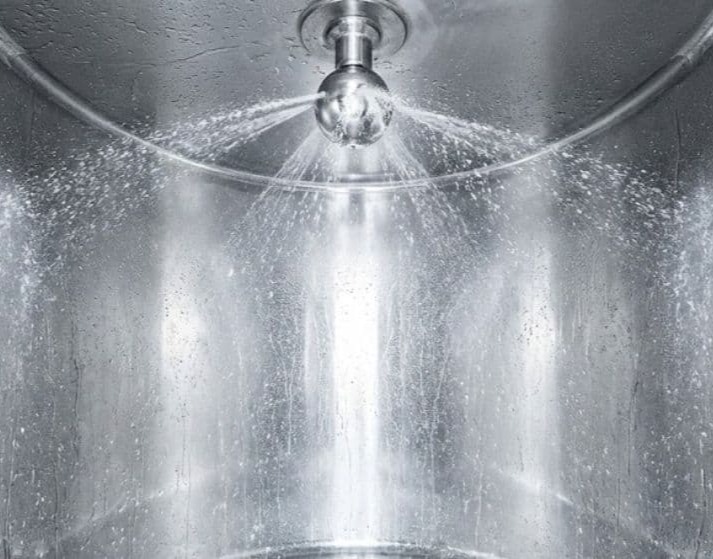
- CIP spray head or spray ball: Mounted in the dome lid or at the top of the vessel. Static spray balls produce a uniform spray pattern at low pressure (2–4 bar). For stubborn contamination or large vessels, rotary spray heads (4–10 bar) are used, generating higher mechanical action.
- CIP inlet and return: Separate connections for cleaning agents – inlet via the spray head, return at the lowest point of the vessel. Sizing must ensure the required flow rate.
- Venting: Vent connection at the highest point to prevent vacuum formation during draining and to enable complete filling with cleaning medium.
- Sampling: Dead-zone-free sampling connections for cleaning verification (swabs, rinse water samples).
Hygienic Design Standards & Guidelines
- EHEDG (European Hygienic Engineering & Design Group): Guidelines for the hygienic design of equipment and components – the most important European framework for CIP-compatible design.
- DIN EN 1672-2: Safety and hygiene requirements for food processing machinery – includes requirements for cleanability and material suitability.
- ASME BPE (Bioprocessing Equipment): Standard for the pharmaceutical industry – defines surface roughness values, weld seam criteria and design principles for cleanable and sterilisable vessels.
- FDA 21 CFR: Requirements of the U.S. Food and Drug Administration for materials and processing equipment in the food and pharmaceutical sectors.
Evaluation & Procurement of CIP-Compatible Vessels
When procuring stainless steel vessels for CIP applications, the following points should be checked: Is the surface roughness documented? Are weld seams executed and inspected according to applicable standards? Are all connections dead-zone-free and is the bottom geometry suitable for residual draining? Is a spray head connection present or retrofittable?
Behälter KG maintains an extensive inventory of stainless steel vessels – including many CIP-compatible designs from the food, pharmaceutical and chemical industries. Many used vessels already feature CIP connections, spray heads and documented material certificates. If you are looking for CIP-compatible stainless steel vessels, you can view our current stock of stainless steel vessels or contact us directly.
Which Mechanical Factors Are Critical in CIP?
Cleaning success is not achieved through chemistry and temperature alone but substantially through wetting, flow and mechanical action – the fourth factor in the Sinner's Circle.
In vessels, mechanical action is typically generated by spray devices and flow conditions. In pipelines and manifolds, the flow regime is decisive for detaching and removing deposits. Internals such as agitators or heat exchangers significantly influence cleanability.
- Spray technology: Static spray balls create a liquid film over the entire inner wall (2–4 bar, approx. 10–15 m³/h). Rotary spray heads operate at higher pressure (4–10 bar) and produce directed jets with greater mechanical impact – for stubborn contamination or vessels > 5 m³.
- Flow in pipelines: Effective CIP cleaning requires turbulent flow – as a guideline, flow velocities of 1.5–2.5 m/s (Reynolds number > 30,000) apply. Laminar flow leads to insufficient removal.
- Internals: Agitators, baffles, instrumentation or heating/cooling surfaces can create shadow zones. The positioning of the spray head must account for these internals.
- Heat exchangers: Tendency to fouling is medium- and temperature-dependent. Plate heat exchangers require adapted flow conditions and more frequent acid cleaning.
CIP Monitoring & Cleaning Validation
CIP processes are monitored via measured values and protocols to demonstrate reproducible conditions, while cleaning verification confirms the actual removal of residues and contamination.
In practice, process parameters are captured, monitored and documented. Which measured variables are required depends on the industry, internal quality specifications and the expected level of verification.
- Temperature: Control of cleaning effectiveness and process reliability. Measurement at inlet and return – the difference indicates heat losses and equipment condition.
- Conductivity: Key parameter for detecting media changes and rinse states. Rising conductivity indicates cleaning agent; falling values signal the transition to fresh water.
- Flow rate and pressure: Plausibility check of flow conditions and spray effectiveness. Pressure drops may indicate clogged nozzles or leaks.
- Time and programme control: PLC-controlled step sequence with minimum times per phase. Deviations are logged and can trigger automatic alarms.
Cleaning verification is carried out using suitable test methods and distinguishes between one-time proof (validation) and ongoing control (verification). Which evidence is required depends on risk, product, hygiene requirements and internal release processes. In many cases, multiple methods are combined to cover both residues and microbiological aspects.
- Visual inspection: Basic check for visible residues – however, insufficient for regulated areas.
- Swab tests: Detection of residues at defined sampling points. Limits are calculated product-specifically (e.g. via MACO – Maximum Allowable Carryover).
- Rinse water analysis: Measurement of conductivity, pH value or TOC (Total Organic Carbon) in the final rinse water.
- ATP tests: Rapid indicator for organic contamination – results within minutes, but not product-specific.
- Microbiological analyses: Colony counts, selective media or PCR – relevant depending on the industry for hygienic safety.
- Wetting tests: Verification that critical surfaces are reliably reached (e.g. riboflavin test: internal surfaces are coated with fluorescent riboflavin and inspected under UV light after CIP).
Common CIP Cleaning Errors & Their Causes
Many CIP problems arise from design weaknesses, unsuitable parameters or insufficient monitoring – not from the method itself.
When residues recur, the cause is often not a single parameter but a combination of geometry, wetting, media routing and operating conditions. A structured root cause analysis starts at the critical points of the system.
- Dead zones and dead legs: Retention areas lead to recurring contamination. Branch lines with L/D > 1.5 are particularly critical.
- Shadow zones caused by internals: Spray patterns do not reach all surfaces – agitators, sensors and manhole nozzles create shadows that must be addressed by design.
- Insufficient flow velocity: At < 1.5 m/s in pipelines, mechanical action is inadequate. Laminar flow can promote biofilm formation.
- Unclear rinse criteria: Media changes without reliable conductivity indication increase the risk of chemical residues in the product.
- Material and seal problems: Swelling, ageing or corrosion caused by incompatible cleaning chemistry affect cleanability and seal integrity over time.
- Insufficient drainage: Residual volumes at low points increase microbial risks. Missing slopes in horizontal pipe sections are a common cause.
Checklist: Key Questions Before Implementing a CIP Process
A robust CIP decision requires a combined assessment of product, geometry, verification requirements and operational workflows.
- Product and residues: What types of contamination are expected (organic/mineral, viscous, adherent, allergenic components)?
- Geometry: Are there dead zones, dead legs, unfavourable installation positions or hard-to-wet internals?
- Verification level: What release criteria apply internally (QA/QC) and how are these verified? Is cleaning validation required?
- Parameter control: Which media, temperatures and times are fundamentally permissible (determined by materials and process)?
- Monitoring: Which measured values are captured and how is the media change reliably detected?
- Operations: How frequently do product changeovers occur, and how critical are downtime and cleaning duration?
- Maintenance: Which seals and wear parts are affected and how is their condition monitored?
- Vessel condition: Are surface roughness, weld seams and connections documented and suitable for CIP? Is a spray head present or retrofittable?