
Was ist CIP-Reinigung? Definition und Bedeutung
CIP-Reinigung (Cleaning in Place) ist die automatisierte Innenreinigung von Tanks, Rohrleitungen und Prozessanlagen im eingebauten Zustand – ohne Demontage produktberührter Komponenten.
Der Begriff CIP steht für „Cleaning in Place" und beschreibt ein Verfahren, bei dem geschlossene Anlagensysteme mit definierten Reinigungsmedien, Temperaturen und Strömungsbedingungen gereinigt werden. Im Gegensatz zur manuellen Reinigung oder COP (Cleaning out of Place) verbleiben alle Komponenten im eingebauten Zustand.
- Wofür: Reproduzierbare Reinigung geschlossener Systeme in Prozess- und Produktionsumgebungen – von der Molkerei bis zur Pharmaindustrie.
- Vorteile: Standardisierte Ergebnisse, geringerer Demontageaufwand, dokumentierbare Prozessführung, kürzere Stillstandszeiten.
- Ablauf: Vorspülen → alkalische Hauptreinigung → Zwischen-/Klarspülen → optional saure Reinigung → Finalspülen → ggf. Desinfektion/Trocknung.
Abgrenzung: CIP reinigt im System. COP (Cleaning out of Place) erfordert Demontage und externe Reinigung einzelner Bauteile. In der Praxis werden beide Verfahren häufig kombiniert.
Wann ist CIP-Reinigung sinnvoll? Typische Einsatzbereiche
CIP ist sinnvoll, wenn produktberührte Innenflächen regelmäßig gereinigt werden müssen und eine Demontage den Betrieb unnötig verlängert oder erschwert.
Typische Anwendungsfälle sind wiederkehrende Reinigungszyklen in geschlossenen Anlagen, bei denen Reinigbarkeit, Stillstandszeiten und Prozesssicherheit im Fokus stehen. Ob CIP die passende Lösung ist, hängt unter anderem von Produktresten, Geometrie, Einbauten, Hygieneanforderungen und Reinigungsnachweis ab.
- Prozess- und Lagertanks: Innenreinigung von Edelstahlbehältern mit fest installierten Einbauten – einer der häufigsten Einsatzbereiche für CIP-Anlagen.
- Rohrleitungen und Ventilknoten: Reinigung schwer zugänglicher Bereiche ohne Öffnen der Anlage, typischerweise mit Durchflussgeschwindigkeiten von 1,5–2,5 m/s.
- Wärmetauscher: Entfernung von Belägen abhängig von Medium, Temperatur und Verschmutzungsart.
- Abfüllanlagen und Mischer: CIP-Reinigung vor Produktwechseln oder am Produktionsende zur Vermeidung von Kreuzkontamination.
CIP vs. COP: Was ist der Unterschied?
Der zentrale Unterschied liegt darin, dass CIP im geschlossenen System reinigt, während COP die Demontage und externe Reinigung einzelner Komponenten voraussetzt.
In der Praxis werden CIP und COP nicht als Gegensätze verstanden, sondern als ergänzende Reinigungsstrategien. Bestimmte Bauteile können trotz CIP eine Teil-Demontage benötigen, etwa wenn Geometrie, Dichtstellen oder Ablagerungen eine sichere Reinigung im System einschränken.
- CIP (Cleaning in Place): Automatisierte Reinigung im System, geeignet für wiederkehrende Zyklen und Standardisierung. Keine Demontage nötig.
- COP (Cleaning out of Place): Reinigung außerhalb der Anlage, geeignet für Komponenten, die gezielt inspiziert oder manuell behandelt werden müssen – z. B. Ventile, Dichtungen oder Sensoren.
- Kombination: CIP für die Anlage plus COP für definierte Baugruppen (prozess- und risikobasiert). Viele Betriebe fahren CIP als Standardprozess und ergänzen COP bei Revisionen.
CIP vs. SIP: Was ist der Unterschied?
CIP reinigt, SIP sterilisiert – beide Verfahren arbeiten im eingebauten Zustand, verfolgen aber unterschiedliche Ziele.
SIP steht für „Sterilization in Place" und bezeichnet die thermische Sterilisation von Anlagenteilen im eingebauten Zustand, typischerweise mit Sattdampf bei Temperaturen von 121–134 °C. Während CIP Produktreste und Verschmutzungen entfernt, zielt SIP darauf ab, mikrobiologische Kontamination durch Abtötung von Keimen zu eliminieren.
- CIP: Entfernung von Rückständen durch Spülen mit Reinigungslösungen. Ziel: Saubere Oberflächen für den nächsten Produktionsschritt.
- SIP: Thermische Sterilisation mit Sattdampf (≥ 121 °C, typisch 20–30 min Haltezeit). Ziel: Keimfreiheit für aseptische Prozesse.
- Reihenfolge: In der Pharma- und Biotechindustrie folgt SIP auf CIP – erst reinigen, dann sterilisieren.
- Anlagenauslegung: SIP-fähige Anlagen müssen zusätzlich dampfdicht und druckfest ausgelegt sein und alle Bereiche mit Sattdampf erreichen können.
CIP-Reinigung in der Lebensmittel-, Pharma- und Chemieindustrie
CIP wird branchenübergreifend dort genutzt, wo Prozessanlagen regelmäßig gereinigt und definierte Hygienestandards eingehalten werden müssen.
Der Einsatz von CIP ist in vielen Industrien etabliert, sobald Produkte, Rückstände oder Qualitätsanforderungen eine standardisierte Reinigung erforderlich machen. Die konkreten Parameter und Nachweise sind abhängig vom Medium, der Anlagentechnik und den Qualitätsvorgaben.
CIP-Reinigung in der Lebensmittel- und Getränkeindustrie
In der Lebensmittelindustrie ist CIP der Standard für die Reinigung von Tanks, Leitungen und Abfüllanlagen. Typische Anwendungen sind Molkereien, Brauereien, Fruchtsaftbetriebe und Fleischverarbeitungsbetriebe. Die Reinigungschemie wird an das jeweilige Produkt angepasst: Milchrückstände erfordern alkalische Reinigung (60–80 °C) gefolgt von saurer Reinigung gegen Milchstein, während bei Bier und Fruchtsäften oft eine rein alkalische CIP-Sequenz ausreicht.
CIP-Reinigung in der Molkerei und Brauerei
Molkereien reinigen Tanks und Pasteure typischerweise mehrmals täglich per CIP. Die alkalische Reinigung (1–3 % NaOH, 65–80 °C) löst Fett- und Proteinrückstände, die anschließende saure Stufe (0,5–1,5 % HNO₃, 55–65 °C) entfernt Milchstein und Kalkablagerungen. In Brauereien liegt der Fokus auf der Reinigung von Gär- und Lagertanks, Würzepfannen sowie Abfülllinien – hier mit angepassten Konzentrationen und Temperaturen.
CIP-Reinigung in der Pharmaindustrie
Pharma- und Biotechunternehmen stellen höchste Anforderungen an CIP-Prozesse. Reinigungsvalidierung nach GMP-Richtlinien ist Pflicht: Jeder CIP-Zyklus muss reproduzierbar, dokumentiert und nachweisbar sein. Häufig folgt auf CIP ein SIP-Schritt (Sterilization in Place) mit Sattdampf bei ≥ 121 °C. Die Grenzwerte für Reinigungsnachweise werden produktspezifisch über Toxikologie und Dosierung berechnet.
CIP in der Chemie- und Kosmetikindustrie
In der Chemie- und Feinchemieindustrie stehen Werkstoffbeständigkeit und Medienverträglichkeit im Vordergrund. Aggressive Reinigungsmedien oder Lösemittel erfordern angepasste Dichtungswerkstoffe und Oberflächenqualitäten. In der Kosmetikindustrie sind viskose Produkte (Cremes, Emulsionen) die Herausforderung – hier müssen Sprühtechnik und mechanische Wirkung besonders sorgfältig ausgelegt werden.
Der Sinnersche Kreis: Die 4 Wirkfaktoren der CIP-Reinigung
Der Sinnersche Kreis beschreibt das Zusammenspiel der vier Wirkfaktoren Chemie, Temperatur, Zeit und Mechanik – die Basis jeder CIP-Auslegung.
Der Sinnersche Kreis (auch Sinner'scher Kreis) wurde 1959 von Herbert Sinner formuliert und gilt als Grundmodell der Reinigungstechnik. Er zeigt, dass die Reinigungswirkung immer aus dem Zusammenspiel von vier Faktoren entsteht. Wird ein Faktor reduziert, müssen die anderen kompensieren, um das gleiche Reinigungsergebnis zu erreichen.
| Wirkfaktor | Funktion | Typische CIP-Werte |
|---|---|---|
| Chemie | Lösen und Emulgieren von Rückständen durch alkalische oder saure Reinigungsmedien | Alkalisch: 1–3 % NaOH; Sauer: 0,5–1,5 % HNO₃ oder Phosphorsäure |
| Temperatur | Beschleunigt chemische Reaktionen und verbessert die Löslichkeit von Rückständen | Alkalisch: 60–80 °C; Sauer: 55–65 °C; Vorspülen: 30–40 °C |
| Zeit | Einwirkdauer für die chemische und mechanische Ablösung von Verschmutzungen | Einzelne Stufen: 10–20 min; Gesamtzyklus: 45–90 min (anlagenabhängig) |
| Mechanik | Strömungskräfte, Sprühdruck und Aufprallwirkung lösen Beläge von Oberflächen | Rohrleitung: 1,5–2,5 m/s; Sprühkugel: 2–4 bar; Rotationsdüse: 4–10 bar |
Praxisbeispiel: Wenn in einer Molkerei die Temperatur aus energetischen Gründen reduziert wird, muss die Konzentration des Reinigungsmittels oder die Einwirkzeit erhöht werden – sonst bleiben Proteinreste an den Behälterwänden zurück. Diese Wechselwirkung ist der Kern des Sinnerschen Kreises und die Grundlage jeder CIP-Optimierung.
CIP-Anlage: Aufbau und Funktionsweise
Eine CIP-Anlage ist ein zentrales oder dezentrales System aus Tanks, Pumpen, Ventilen und Steuerung, das Reinigungsmedien automatisiert durch die zu reinigende Anlage zirkuliert.
CIP-Anlagen werden als zentrale Stationen (für mehrere Verbraucher) oder dezentrale Einheiten (für einzelne Anlagenteile) ausgeführt. Die Grundkomponenten sind in beiden Fällen ähnlich:
- Reinigungstanks: Getrennte Tanks für Lauge, Säure, Frischwasser und ggf. Desinfektionsmittel. Typische Volumina: 500–5.000 Liter je nach Anlagengröße.
- Pumpen: Kreiselpumpen zur Förderung der Reinigungsmedien mit ausreichendem Druck und Volumenstrom für die Sprühorgane.
- Wärmetauscher: Erhitzung der Reinigungslösungen auf die erforderliche Prozesstemperatur.
- Ventilknoten und Rohrleitungen: Automatische Umschaltung zwischen den Reinigungsstufen und Rückführung der Medien.
- Steuerung und Sensorik: SPS-gesteuerte Programmführung mit Überwachung von Temperatur, Leitfähigkeit, Durchfluss und Druck.
CIP-Anlagen können im Durchlaufverfahren (Einwegbetrieb) oder im Umlaufverfahren (Wiederverwendung der Reinigungsmedien) arbeiten. Das Umlaufverfahren spart Wasser und Chemie, erfordert aber eine Qualitätskontrolle der rückgeführten Lösung.
CIP-Prozess: Schritt-für-Schritt-Ablauf erklärt
Ein CIP-Prozess besteht aus definierten Stufen, die nacheinander Rückstände lösen, austragen und den Zustand für die Freigabe herstellen.
Der konkrete Ablauf wird an Produkt, Verschmutzung, Anlage und Nachweisanforderung angepasst. Die Reihenfolge der Schritte ist wichtig, um Rückstände nicht zu fixieren und Reinigungschemie wirksam einzusetzen. Die folgenden Richtwerte sind branchenübliche Orientierungswerte – die tatsächlichen Parameter werden anlagenspezifisch festgelegt und validiert.
- 1) Vorspülen (3–5 min, 30–40 °C): Austrag grober Rückstände mit Wasser. Ziel: Produktreste entfernen, bevor Chemie eingesetzt wird. Kaltes oder lauwarmes Wasser verhindert das Denaturieren von Proteinen.
- 2) Alkalische Hauptreinigung (10–20 min, 60–80 °C): Entfernung organischer Verschmutzungen wie Fette, Proteine oder Stärke. Typische Konzentration: 1–3 % NaOH oder KOH.
- 3) Zwischen-/Klarspülen (3–5 min): Entfernen der Reinigungschemie mit Frischwasser. Der Übergang wird über Leitfähigkeitsmessung kontrolliert.
- 4) Saure Reinigung (10–15 min, 55–65 °C, optional): Entfernung mineralischer Beläge (Milchstein, Kalk, Bierstein). Typisch: 0,5–1,5 % Salpetersäure oder Phosphorsäure.
- 5) Finalspülen (3–5 min): Spülen mit Frischwasser bis definierter Leitfähigkeitswert erreicht ist (< 200 µS/cm als Richtwert).
- 6) Desinfektion oder thermische Behandlung (prozessabhängig): Option je nach Hygiene- und Sicherheitsanforderung. Chemische Desinfektion (z. B. Peressigsäure) oder thermisch (Heißwasser ≥ 85 °C, 15–20 min).
- 7) Entleerung/Abtropfen/Trocknung: Relevant bei sensiblen Produktwechseln oder Feuchteanforderungen. Restmengen in Toträumen können Keimwachstum begünstigen.
Welche technischen Voraussetzungen muss eine Anlage für CIP erfüllen?
Eine Anlage ist nur dann CIP-fähig, wenn alle produktberührten Bereiche vollständig benetzbar sind und keine relevanten Rückstände dauerhaft anhaften können.
CIP-Fähigkeit ist primär eine Frage der Konstruktion und Einbausituation. Entscheidend sind Fließwege, Vermeidung von Toträumen, geeignete Anschlüsse sowie eine Geometrie, die Reinigung unter realen Strömungsbedingungen ermöglicht.
- Hygienic Design: Konstruktive Auslegung zur Reinigbarkeit und zur Vermeidung von Ablagerungszonen – idealerweise nach EHEDG-Richtlinien (European Hygienic Engineering & Design Group).
- Totraumvermeidung: Keine Sackgassen, kurze Stichleitungen (L/D-Verhältnis ≤ 1,5), geeignete Ventiltechnik, definierte Gefälle (≥ 1 % bei horizontalen Leitungen).
- Benetzbarkeit: Sprühtechnik, Einbauten und Positionierung müssen die Innenflächen zuverlässig erreichen – Schattenzonen durch Rührwerke, Sensoren oder Prallbleche sind konstruktiv zu minimieren.
- Entleerbarkeit: Restentleerung und Abtropfverhalten beeinflussen Reinigungsaufwand und Wiederholbarkeit. Behälterböden mit Neigung zum Ablauf und Tiefpunkt-Entleerung sind Standard.
Werkstoffe, Oberflächen und Dichtungen bei CIP-Reinigung
Werkstoffwahl, Oberflächenzustand und Dichtsysteme bestimmen, wie beständig und reinigungsfähig produktberührte Bereiche im CIP-Betrieb bleiben.
Bei Edelstahlbehältern und Prozesskomponenten sind Korrosionsbeständigkeit, Oberflächenqualität und die chemische sowie thermische Beständigkeit der Dichtungen relevant. Anforderungen ergeben sich aus Produkt, Reinigungsmedien, Temperaturprofil und Reinigungsfrequenz.
- Edelstahl-Werkstoffe: Häufig werden 1.4301 (V2A / AISI 304), 1.4404 oder 1.4571 (V4A / AISI 316) eingesetzt. Die Werkstoffwahl hängt von Medium und Reinigungschemie ab – chloridhaltige Medien erfordern mindestens 1.4404 oder 1.4571 wegen der höheren Lochfraßbeständigkeit.
- Oberflächen und Schweißnähte: Glatte, gut zugängliche Oberflächen reduzieren Ablagerungsrisiken. In der Lebensmittel- und Pharmaindustrie werden Rauheitswerte von Ra ≤ 0,8 µm gefordert. Schweißnähte müssen bündig, porenfrei und spaltfrei ausgeführt sein.
- Dichtungen: Werkstoffe wie EPDM (Standard für CIP bis 130 °C), FKM/Viton (bei aggressiver Chemie) oder PTFE (universelle Beständigkeit) werden abhängig von Chemie- und Temperaturbeständigkeit ausgewählt.
- Materialverträglichkeit: Medien und Reinigungschemie müssen zusammen betrachtet werden. Salpetersäure kann bei bestimmten Werkstoffen oder Konzentrationen Korrosion auslösen – insbesondere in Kombination mit erhöhten Temperaturen.
Was macht einen Behälter CIP-fähig? Anforderungen und Merkmale
Ein CIP-fähiger Behälter vereint konstruktive Merkmale, die eine vollständige, reproduzierbare und nachweisbare Reinigung im eingebauten Zustand ermöglichen – von der Oberflächenqualität bis zur Sprühgeometrie.
Die CIP-Fähigkeit eines Edelstahlbehälters ist kein einzelnes Merkmal, sondern das Ergebnis einer durchdachten Kombination aus Werkstoff, Geometrie, Einbauten und Anschlüssen. Für Behälter, die in hygienisch sensiblen Branchen eingesetzt werden, ist die CIP-Fähigkeit eine zentrale Anforderung bei Auslegung, Beschaffung und Bewertung.
Konstruktive Grundanforderungen
- Oberflächenrauheit: Produktberührte Innenflächen müssen eine definierte Rauheit aufweisen. In der Lebensmittelindustrie ist Ra ≤ 0,8 µm üblich, in der Pharmaindustrie werden Ra ≤ 0,4 µm oder besser (elektropoliert) gefordert. Glattere Oberflächen reduzieren die Anhaftung von Rückständen und erleichtern die Reinigung.
- Schweißnahtausführung: Alle produktberührten Schweißnähte müssen bündig, spaltfrei und porenfrei ausgeführt sein – idealerweise WIG-geschweißt (Wolfram-Inertgas) unter Schutzgas (Formiergas) mit nachträglicher Beizung oder Passivierung. Überlappende Nähte, Schlackenreste oder Anlauffarben bilden Anhaftungspunkte für Rückstände.
- Totraumfreie Geometrie: Keine Taschen, Spalte, Hinterschneidungen oder Sackgassen im Innenraum. Bodengeometrie mit Neigung zum Ablaufstutzen (≥ 3° Konusboden oder Klöpperboden mit Tiefpunkt-Entleerung).
- Ecken und Übergänge: Alle Innenradien ≥ 3 mm (bei Pharma ≥ 6 mm nach ASME BPE). Scharfe Kanten verhindern vollständige Benetzung und erzeugen Reinigungsschatten.
Anschlüsse und Sprühtechnik
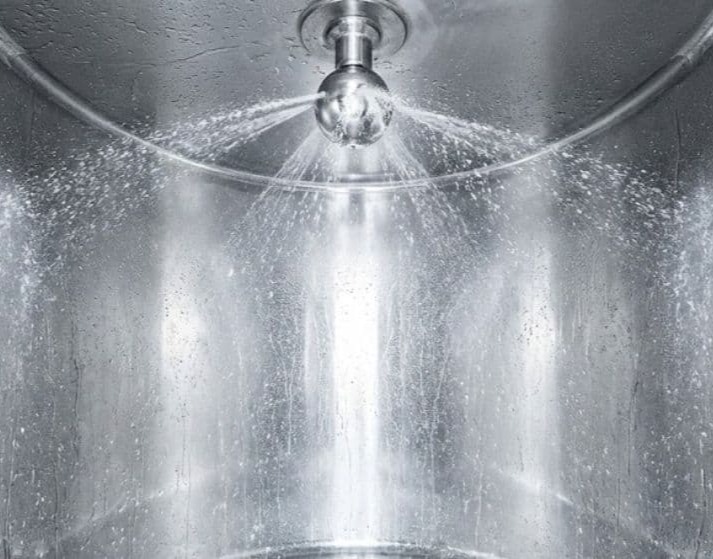
- CIP-Sprühkopf oder Sprühkugel: Im Domdeckel oder an der Behälteroberseite montiert. Statische Sprühkugeln erzeugen ein gleichmäßiges Sprühbild bei niedrigem Druck (2–4 bar). Für hartnäckige Verschmutzungen oder große Behälter werden Rotationssprühköpfe (4–10 bar) eingesetzt, die höhere mechanische Wirkung erzeugen.
- CIP-Zulauf und -Rücklauf: Separate Anschlüsse für Reinigungsmedien – der Zulauf über den Sprühkopf, der Rücklauf am tiefsten Punkt des Behälters. Die Dimensionierung muss den erforderlichen Volumenstrom sicherstellen.
- Entlüftung: Belüftungsanschluss am höchsten Punkt, um Vakuumbildung bei Entleerung zu vermeiden und vollständige Befüllung mit Reinigungsmedium zu ermöglichen.
- Probenahme: Totraumfrei ausgeführte Probenahmeanschlüsse für Reinigungsnachweise (Abstriche, Spülwasserproben).
Hygienic-Design-Normen und Richtlinien
- EHEDG (European Hygienic Engineering & Design Group): Richtlinien für die hygienegerechte Konstruktion von Anlagen und Komponenten – das wichtigste europäische Regelwerk für CIP-fähiges Design.
- DIN EN 1672-2: Sicherheits- und Hygieneanforderungen an Nahrungsmittelmaschinen – enthält Anforderungen an Reinigbarkeit und Werkstoffeignung.
- ASME BPE (Bioprocessing Equipment): Standard für die Pharmaindustrie – definiert Oberflächenrauheiten, Schweißnahtkriterien und Konstruktionsprinzipien für reinigbare und sterilisierbare Behälter.
- FDA 21 CFR: Anforderungen der US-amerikanischen Lebensmittel- und Arzneimittelbehörde an Materialien und Verarbeitungsequipment im Lebensmittel- und Pharmabereich.
Bewertung und Beschaffung CIP-fähiger Behälter
Bei der Beschaffung von Edelstahlbehältern für CIP-Anwendungen sind folgende Punkte zu prüfen: Ist die Oberflächenrauheit dokumentiert? Sind Schweißnähte nach den geltenden Normen ausgeführt und geprüft? Sind alle Anschlüsse totraumfrei und die Bodengeometrie für Restentleerung geeignet? Ist ein Sprühkopf-Anschluss vorhanden oder nachrüstbar?
Behälter KG führt ein umfangreiches Lager an Edelstahlbehältern – darunter viele CIP-fähige Ausführungen aus der Lebensmittel-, Pharma- und Chemieindustrie. Viele gebrauchte Behälter verfügen bereits über CIP-Anschlüsse, Sprühköpfe und dokumentierte Werkstoffzeugnisse. Wenn Sie CIP-fähige Edelstahlbehälter suchen, können Sie unser aktuelles Lagerangebot an Edelstahlbehältern einsehen oder uns direkt kontaktieren.
Welche Mechanik ist bei CIP entscheidend?
Reinigungserfolg entsteht nicht nur durch Chemie und Temperatur, sondern wesentlich durch Benetzung, Strömung und mechanische Wirkung – der vierte Faktor im Sinnerschen Kreis.
In Behältern wird die mechanische Wirkung häufig über Sprühorgane und Strömungsverhältnisse erzeugt. In Rohrleitungen und Verteilern ist die Strömungsführung maßgeblich für Ablösung und Austrag von Belägen. Einbauten wie Rührwerke oder Wärmetauscher beeinflussen die Reinigbarkeit deutlich.
- Sprühtechnik: Statische Sprühkugeln erzeugen einen Flüssigkeitsfilm über die gesamte Innenwand (2–4 bar, ca. 10–15 m³/h). Rotationssprühköpfe arbeiten mit höherem Druck (4–10 bar) und erzeugen gerichtete Strahlen mit größerer mechanischer Wirkung – für hartnäckige Verschmutzungen oder Behälter > 5 m³.
- Strömung in Rohrleitungen: Für wirksame CIP-Reinigung ist eine turbulente Strömung erforderlich – als Richtwert gelten Fließgeschwindigkeiten von 1,5–2,5 m/s (Reynolds-Zahl > 30.000). Laminare Strömung führt zu unzureichendem Austrag.
- Einbauten: Rührwerke, Prallbleche, Sensorik oder Heiz-/Kühlflächen können Schattenbereiche erzeugen. Die Positionierung des Sprühkopfs muss diese Einbauten berücksichtigen.
- Wärmetauscher: Neigung zu Belägen ist medien- und temperaturabhängig. Plattenwärmetauscher erfordern angepasste Strömungsbedingungen und häufigere saure Reinigung.
CIP-Überwachung und Dokumentation
CIP-Prozesse werden über Messwerte und Protokolle überwacht, um reproduzierbare Bedingungen nachweisen zu können.
In der Praxis werden Prozessparameter erfasst, überwacht und dokumentiert. Welche Messgrößen erforderlich sind, ist abhängig von Branche, internen Qualitätsvorgaben und dem erwarteten Nachweisniveau.
- Temperatur: Kontrolle der Reinigungswirkung und Prozesssicherheit. Messung am Zulauf und Rücklauf – die Differenz gibt Aufschluss über Wärmeverluste und Anlagenzustand.
- Leitfähigkeit: Zentraler Parameter zur Erkennung von Medienwechseln und Spülzuständen. Steigende Leitfähigkeit zeigt Reinigungsmittel an, sinkende Werte signalisieren den Übergang zu Frischwasser.
- Durchfluss und Druck: Plausibilisierung von Strömungsbedingungen und Sprühwirkung. Druckabfall kann auf verstopfte Düsen oder Leckagen hindeuten.
- Zeit und Programmführung: SPS-gesteuerte Schrittfolge mit Mindestzeiten pro Phase. Abweichungen werden protokolliert und können automatische Alarme auslösen.
Reinigungsnachweis: Validierung und Verifizierung
Reinigungsnachweise werden über geeignete Prüfmethoden geführt und unterscheiden zwischen einmaligem Nachweis (Validierung) und laufender Kontrolle (Verifizierung).
Welche Nachweise erforderlich sind, hängt von Risiko, Produkt, Hygieneanforderungen und internen Freigabeprozessen ab. In vielen Fällen werden mehrere Methoden kombiniert, um sowohl Rückstände als auch mikrobiologische Aspekte abzudecken.
- Visuelle Kontrolle: Basisprüfung auf sichtbare Rückstände – jedoch nicht ausreichend für regulierte Bereiche.
- Abstriche (Swab-Tests): Nachweis von Rückständen an definierten Probenpunkten. Grenzwerte werden produktspezifisch berechnet (z. B. über MACO – Maximum Allowable Carryover).
- Spülwasseranalyse: Messung von Leitfähigkeit, pH-Wert oder TOC (Total Organic Carbon) im letzten Spülwasser.
- ATP-Tests: Schnellindikator für organische Kontamination – Ergebnis in wenigen Minuten, aber nicht produktspezifisch.
- Mikrobiologische Analysen: Keimzählung, Selektivnährböden oder PCR – je nach Branche relevant für hygienische Sicherheit.
- Benetzungstests: Prüfung, ob kritische Flächen zuverlässig erreicht werden (z. B. Riboflavin-Test: Innenflächen werden mit fluoreszierendem Riboflavin benetzt, nach CIP unter UV-Licht kontrolliert).
Typische Fehler bei CIP-Reinigung und deren Ursachen
Viele CIP-Probleme entstehen durch konstruktive Schwachstellen, unpassende Parameter oder unzureichende Überwachung – nicht durch das Verfahren selbst.
Wenn Rückstände wiederholt auftreten, sind häufig nicht einzelne Parameter die Ursache, sondern eine Kombination aus Geometrie, Benetzung, Medienführung und Betriebszuständen. Eine strukturierte Fehlersuche beginnt bei den kritischen Stellen der Anlage.
- Toträume und Sackgassen: Rückhaltebereiche führen zu wiederkehrenden Verschmutzungen. Stichleitung mit L/D > 1,5 sind besonders kritisch.
- Schattenzonen durch Einbauten: Sprühbilder erreichen nicht alle Flächen – Rührwerke, Sensoren und Mannloch-Stutzen erzeugen Abschattungen, die konstruktiv berücksichtigt werden müssen.
- Zu niedrige Strömungsgeschwindigkeit: Bei < 1,5 m/s in Rohrleitungen ist die mechanische Wirkung unzureichend. Laminare Strömung kann Biofilmbildung begünstigen.
- Unklare Spülkriterien: Medienwechsel ohne sichere Leitfähigkeitsindikation erhöht das Risiko von Chemieresten im Produkt.
- Werkstoff- und Dichtungsprobleme: Quellung, Alterung oder Korrosion durch nicht kompatible Reinigungschemie beeinflussen Reinigbarkeit und Dichtheit langfristig.
- Unzureichende Entleerung: Restvolumina in Tiefpunkten erhöhen Keimrisiken. Fehlende Gefälle in horizontalen Leitungsabschnitten sind eine häufige Ursache.
Checkliste: Fragen vor der Umsetzung eines CIP-Prozesses
Für eine belastbare CIP-Entscheidung müssen Produkt, Geometrie, Nachweisanforderung und Betriebsabläufe gemeinsam betrachtet werden.
- Produkt und Rückstände: Welche Verschmutzungen sind zu erwarten (organisch/mineralisch, viskos, anhaftend, allergene Bestandteile)?
- Geometrie: Gibt es Toträume, Sackgassen, ungünstige Einbaulagen oder schwer benetzbare Einbauten?
- Nachweisniveau: Welche Freigabekriterien gelten intern (QS/QA) und wie werden diese geprüft? Ist eine Reinigungsvalidierung erforderlich?
- Parameterführung: Welche Medien, Temperaturen und Zeiten sind grundsätzlich zulässig (werkstoff- und prozessbedingt)?
- Überwachung: Welche Messwerte werden erfasst und wie wird der Medienwechsel eindeutig erkannt?
- Betrieb: Wie häufig sind Produktwechsel, und wie kritisch sind Stillstand und Reinigungsdauer?
- Wartung: Welche Dichtungen und Verschleißteile sind betroffen und wie wird deren Zustand kontrolliert?
- Behälterzustand: Sind Oberflächenrauheit, Schweißnähte und Anschlüsse dokumentiert und für CIP geeignet? Ist ein Sprühkopf vorhanden oder nachrüstbar?