
¿Qué es la limpieza CIP? Definición y significado
La limpieza CIP (Cleaning in Place) es la limpieza interior automatizada de depósitos, tuberías y equipos de proceso en su estado montado, sin necesidad de desmontar los componentes en contacto con el producto.
El término CIP significa «Cleaning in Place» y describe un procedimiento en el que los sistemas cerrados de instalaciones se limpian con medios de limpieza, temperaturas y condiciones de flujo definidos. A diferencia de la limpieza manual o del COP (Cleaning out of Place), todos los componentes permanecen montados en su posición.
- Para qué: Limpieza reproducible de sistemas cerrados en entornos de proceso y producción, desde la industria láctea hasta la industria farmacéutica.
- Ventajas: Resultados estandarizados, menor necesidad de desmontaje, proceso documentable, tiempos de parada más cortos.
- Secuencia: Preenjuague → limpieza alcalina principal → enjuague intermedio/aclarado → limpieza ácida opcional → enjuague final → desinfección/secado si procede.
Delimitación: CIP limpia dentro del sistema. COP (Cleaning out of Place) requiere el desmontaje y la limpieza externa de componentes individuales. En la práctica, ambos procedimientos se combinan con frecuencia.
¿Cuándo es recomendable la limpieza CIP? Áreas de aplicación típicas
El CIP es recomendable cuando las superficies interiores en contacto con el producto deben limpiarse periódicamente y un desmontaje prolongaría o dificultaría innecesariamente la operación.
Las aplicaciones típicas son ciclos de limpieza recurrentes en instalaciones cerradas, donde la limpiabilidad, los tiempos de parada y la seguridad del proceso son prioritarios. Que el CIP sea la solución adecuada depende, entre otros factores, de los residuos del producto, la geometría, los elementos internos, los requisitos de higiene y la verificación de la limpieza.
- Depósitos de proceso y almacenamiento: Limpieza interior de depósitos de acero inoxidable con elementos internos fijos: una de las aplicaciones más frecuentes de los sistemas CIP.
- Tuberías y bloques de válvulas: Limpieza de zonas de difícil acceso sin abrir la instalación, típicamente con velocidades de flujo de 1,5–2,5 m/s.
- Intercambiadores de calor: Eliminación de depósitos según el medio, la temperatura y el tipo de contaminación.
- Líneas de envasado y mezcladores: Limpieza CIP antes de cambios de producto o al final de la producción para evitar la contaminación cruzada.
CIP vs. COP: ¿cuál es la diferencia?
La diferencia fundamental radica en que el CIP limpia dentro del sistema cerrado, mientras que el COP requiere el desmontaje y la limpieza externa de los componentes individuales.
En la práctica, CIP y COP no se entienden como procedimientos opuestos, sino como estrategias de limpieza complementarias. Determinados componentes pueden requerir un desmontaje parcial a pesar del CIP, por ejemplo, cuando la geometría, los puntos de sellado o los depósitos dificultan una limpieza segura dentro del sistema.
- CIP (Cleaning in Place): Limpieza automatizada dentro del sistema, adecuada para ciclos recurrentes y estandarización. No requiere desmontaje.
- COP (Cleaning out of Place): Limpieza fuera de la instalación, adecuada para componentes que deben inspeccionarse o tratarse manualmente, p. ej., válvulas, juntas o sensores.
- Combinación: CIP para la instalación más COP para determinados subconjuntos (basado en proceso y riesgo). Muchas plantas utilizan el CIP como proceso estándar y complementan con COP durante las revisiones.
CIP vs. SIP: ¿cuál es la diferencia?
El CIP limpia, el SIP esteriliza: ambos procedimientos trabajan en estado montado, pero persiguen objetivos diferentes.
SIP significa «Sterilization in Place» y designa la esterilización térmica de componentes de instalaciones en su estado montado, típicamente con vapor saturado a temperaturas de 121–134 °C. Mientras que el CIP elimina residuos de producto y contaminaciones, el SIP tiene como objetivo eliminar la contaminación microbiológica mediante la destrucción de gérmenes.
- CIP: Eliminación de residuos mediante enjuague con soluciones de limpieza. Objetivo: superficies limpias para la siguiente etapa de producción.
- SIP: Esterilización térmica con vapor saturado (≥ 121 °C, tiempo de mantenimiento típico 20–30 min). Objetivo: esterilidad para procesos asépticos.
- Secuencia: En la industria farmacéutica y biotecnológica, el SIP sigue al CIP: primero limpiar, luego esterilizar.
- Diseño de la instalación: Las instalaciones aptas para SIP deben estar diseñadas adicionalmente para ser estancas al vapor y resistentes a la presión, y alcanzar todas las zonas con vapor saturado.
Limpieza CIP en la industria alimentaria, farmacéutica y química
El CIP se utiliza en múltiples sectores donde las instalaciones de proceso deben limpiarse periódicamente y cumplir estándares de higiene definidos.
El uso del CIP está establecido en numerosas industrias en cuanto los productos, los residuos o los requisitos de calidad hacen necesaria una limpieza estandarizada. Los parámetros concretos y las evidencias dependen del medio, la tecnología de la instalación y las especificaciones de calidad.
Limpieza CIP en la industria alimentaria y de bebidas
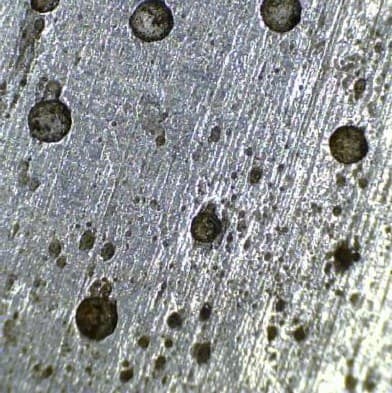
En la industria alimentaria, el CIP es el estándar para la limpieza de depósitos, tuberías y líneas de envasado. Las aplicaciones típicas incluyen plantas lácteas, cerveceras, de zumos de frutas y de procesamiento cárnico. La química de limpieza se adapta al producto correspondiente: los residuos lácteos requieren limpieza alcalina (60–80 °C) seguida de limpieza ácida contra la piedra de leche, mientras que para cerveza y zumos de frutas a menudo basta una secuencia CIP puramente alcalina.
Limpieza CIP en el sector lácteo y cervecero
Las plantas lácteas limpian depósitos y pasteurizadores típicamente varias veces al día mediante CIP. La limpieza alcalina (1–3 % NaOH, 65–80 °C) disuelve residuos de grasa y proteína; la posterior fase ácida (0,5–1,5 % HNO₃, 55–65 °C) elimina la piedra de leche y las incrustaciones calcáreas. En las cerveceras, el enfoque se centra en la limpieza de depósitos de fermentación y maduración, calderas de mosto y líneas de envasado, con concentraciones y temperaturas adaptadas.
Limpieza CIP en la industria farmacéutica
Las empresas farmacéuticas y biotecnológicas plantean los requisitos más exigentes para los procesos CIP. La validación de limpieza conforme a las directrices GMP es obligatoria: cada ciclo CIP debe ser reproducible, documentado y verificable. Frecuentemente, al CIP le sigue una fase SIP (Sterilization in Place) con vapor saturado a ≥ 121 °C. Los límites para las pruebas de limpieza se calculan de forma específica para cada producto a partir de la toxicología y la dosificación.
CIP en la industria química y cosmética
En la industria química y de química fina, la resistencia de los materiales y la compatibilidad con los medios son prioritarias. Los medios de limpieza agresivos o los disolventes requieren materiales de juntas y calidades de superficie adaptados. En la industria cosmética, los productos viscosos (cremas, emulsiones) suponen el reto principal, por lo que la técnica de pulverización y la acción mecánica deben dimensionarse con especial cuidado.
El círculo de Sinner: los 4 factores de la limpieza CIP
El círculo de Sinner describe la interacción de los cuatro factores: química, temperatura, tiempo y mecánica, que constituyen la base de todo diseño CIP.
El círculo de Sinner fue formulado en 1959 por Herbert Sinner y se considera el modelo básico de la técnica de limpieza. Muestra que el efecto de limpieza siempre resulta de la interacción de cuatro factores. Si se reduce uno de ellos, los demás deben compensar para alcanzar el mismo resultado de limpieza.
| Factor | Función | Valores CIP típicos |
|---|---|---|
| Química | Disolución y emulsificación de residuos mediante medios de limpieza alcalinos o ácidos | Alcalino: 1–3 % NaOH; Ácido: 0,5–1,5 % HNO₃ o ácido fosfórico |
| Temperatura | Acelera las reacciones químicas y mejora la solubilidad de los residuos | Alcalino: 60–80 °C; Ácido: 55–65 °C; Preenjuague: 30–40 °C |
| Tiempo | Duración de la actuación para el desprendimiento químico y mecánico de las contaminaciones | Fases individuales: 10–20 min; Ciclo completo: 45–90 min (según instalación) |
| Mecánica | Las fuerzas de flujo, la presión de pulverización y el impacto desprenden los depósitos de las superficies | Tubería: 1,5–2,5 m/s; Bola de pulverización: 2–4 bar; Cabezal rotativo: 4–10 bar |
Ejemplo práctico: Si en una planta láctea se reduce la temperatura por motivos energéticos, debe aumentarse la concentración del producto de limpieza o el tiempo de actuación; de lo contrario, los residuos de proteína permanecerán en las paredes del depósito. Esta interacción es la esencia del círculo de Sinner y la base de toda optimización CIP.
Sistema CIP: estructura y funcionamiento
Un sistema CIP es una instalación central o descentralizada compuesta por depósitos, bombas, válvulas y sistemas de control que hace circular automáticamente los medios de limpieza a través de la instalación a limpiar.
Los sistemas CIP se ejecutan como estaciones centrales (para varios consumidores) o unidades descentralizadas (para componentes individuales de la instalación). Los componentes básicos son similares en ambos casos:
- Depósitos de limpieza: Depósitos separados para solución alcalina, ácida, agua limpia y, en su caso, desinfectante. Volúmenes típicos: 500–5.000 litros según el tamaño de la instalación.
- Bombas: Bombas centrífugas para la impulsión de los medios de limpieza con presión y caudal suficientes para los dispositivos de pulverización.
- Intercambiadores de calor: Calentamiento de las soluciones de limpieza hasta la temperatura de proceso requerida.
- Bloques de válvulas y tuberías: Conmutación automática entre las fases de limpieza y retorno de los medios.
- Control y sensorización: Control por SPS con monitorización de temperatura, conductividad, caudal y presión.
Los sistemas CIP pueden funcionar en modo de paso único (uso único) o en modo de recirculación (reutilización de los medios de limpieza). El modo de recirculación ahorra agua y productos químicos, pero requiere un control de calidad de la solución recirculada.
El proceso CIP: guía paso a paso
Un proceso CIP consta de fases definidas que sucesivamente disuelven y eliminan los residuos y establecen las condiciones para la liberación.
La secuencia concreta se adapta al producto, la contaminación, la instalación y los requisitos de verificación. El orden de los pasos es importante para no fijar residuos y emplear eficazmente la química de limpieza. Los valores orientativos siguientes son referencias habituales del sector; los parámetros reales se determinan y validan específicamente para cada instalación.
- 1) Preenjuague (3–5 min, 30–40 °C): Evacuación de residuos gruesos con agua. Objetivo: eliminar restos de producto antes de aplicar la química. El agua fría o templada evita la desnaturalización de proteínas.
- 2) Limpieza alcalina principal (10–20 min, 60–80 °C): Eliminación de contaminaciones orgánicas como grasas, proteínas o almidón. Concentración típica: 1–3 % NaOH o KOH.
- 3) Enjuague intermedio/aclarado (3–5 min): Eliminación de la química de limpieza con agua limpia. La transición se controla mediante medición de conductividad.
- 4) Limpieza ácida (10–15 min, 55–65 °C, opcional): Eliminación de depósitos minerales (piedra de leche, cal, piedra de cerveza). Típico: 0,5–1,5 % de ácido nítrico o ácido fosfórico.
- 5) Enjuague final (3–5 min): Enjuague con agua limpia hasta alcanzar un valor de conductividad definido (< 200 µS/cm como referencia).
- 6) Desinfección o tratamiento térmico (según proceso): Opcional según los requisitos de higiene y seguridad. Desinfección química (p. ej., ácido peracético) o térmica (agua caliente ≥ 85 °C, 15–20 min).
- 7) Vaciado/escurrido/secado: Relevante en cambios de producto sensibles o con requisitos de humedad. Los volúmenes residuales en zonas muertas pueden favorecer el crecimiento microbiano.
Requisitos técnicos para instalaciones aptas para CIP
Una instalación solo es apta para CIP cuando todas las zonas en contacto con el producto pueden humedecerse completamente y no pueden adherirse residuos relevantes de forma permanente.
La aptitud para CIP es fundamentalmente una cuestión de diseño constructivo y situación de montaje. Son determinantes las vías de flujo, la eliminación de zonas muertas, las conexiones adecuadas y una geometría que permita la limpieza en condiciones de flujo reales.
- Diseño higiénico: Diseño constructivo orientado a la limpiabilidad y la prevención de zonas de acumulación, idealmente conforme a las directrices EHEDG (European Hygienic Engineering & Design Group).
- Eliminación de zonas muertas: Sin fondos de saco, ramales cortos (relación L/D ≤ 1,5), tecnología de válvulas adecuada, pendientes definidas (≥ 1 % en tuberías horizontales).
- Humedecibilidad: La técnica de pulverización, los elementos internos y su posicionamiento deben alcanzar de forma fiable las superficies interiores; las zonas de sombra causadas por agitadores, sensores o deflectores deben minimizarse constructivamente.
- Drenabilidad: El vaciado residual y el comportamiento de escurrido influyen en el esfuerzo de limpieza y la repetibilidad. Los fondos de depósito con inclinación hacia la salida y vaciado en el punto más bajo son estándar.
Materiales, superficies y juntas en la limpieza CIP
La elección del material, el estado de la superficie y los sistemas de sellado determinan la resistencia y la capacidad de limpieza de las zonas en contacto con el producto durante la operación CIP.
En depósitos de acero inoxidable y componentes de proceso, son relevantes la resistencia a la corrosión, la calidad de la superficie y la resistencia química y térmica de las juntas. Los requisitos se derivan del producto, los medios de limpieza, el perfil de temperatura y la frecuencia de limpieza.
- Materiales de acero inoxidable: Los más utilizados son 1.4301 (V2A / AISI 304), 1.4404 o 1.4571 (V4A / AISI 316). La elección del material depende del medio y la química de limpieza: los medios con contenido de cloruros requieren al menos 1.4404 o 1.4571 debido a su mayor resistencia a la corrosión por picaduras.
- Superficies y soldaduras: Las superficies lisas y bien accesibles reducen el riesgo de acumulación de depósitos. En la industria alimentaria y farmacéutica se exigen valores de rugosidad de Ra ≤ 0,8 µm. Las soldaduras deben ejecutarse a ras, sin poros y sin grietas.
- Juntas: Materiales como EPDM (estándar para CIP hasta 130 °C), FKM/Viton (para química agresiva) o PTFE (resistencia universal) se seleccionan en función de la resistencia química y térmica.
- Compatibilidad de materiales: Los medios de proceso y la química de limpieza deben considerarse conjuntamente. El ácido nítrico puede provocar corrosión en determinados materiales o concentraciones, especialmente en combinación con temperaturas elevadas.
¿Qué hace que un depósito sea compatible con CIP?
Un depósito compatible con CIP reúne características constructivas que permiten una limpieza completa, reproducible y verificable en estado montado, desde la calidad de la superficie hasta la geometría de pulverización.
La compatibilidad CIP de un depósito de acero inoxidable no es una característica individual, sino el resultado de una combinación bien pensada de material, geometría, elementos internos y conexiones. Para depósitos empleados en sectores con requisitos higiénicos sensibles, la aptitud CIP es un requisito fundamental en el diseño, la adquisición y la evaluación.
Requisitos constructivos básicos
- Rugosidad superficial: Las superficies interiores en contacto con el producto deben presentar una rugosidad definida. En la industria alimentaria es habitual Ra ≤ 0,8 µm; en la industria farmacéutica se exige Ra ≤ 0,4 µm o mejor (electropulido). Las superficies más lisas reducen la adherencia de residuos y facilitan la limpieza.
- Ejecución de soldaduras: Todas las soldaduras en contacto con el producto deben ejecutarse a ras, sin grietas y sin poros, idealmente soldadas por WIG (tungsteno gas inerte) bajo gas de protección (gas de formación) con posterior decapado o pasivación. Las soldaduras solapadas, los restos de escoria o las coloraciones de recocido constituyen puntos de adherencia para residuos.
- Geometría sin zonas muertas: Sin bolsas, grietas, socavaduras ni fondos de saco en el espacio interior. Geometría de fondo con inclinación hacia la boquilla de drenaje (≥ 3° fondo cónico o fondo toriesférico con vaciado en el punto más bajo).
- Esquinas y transiciones: Todos los radios interiores ≥ 3 mm (en farmacia ≥ 6 mm según ASME BPE). Las aristas vivas impiden la humedecibilidad completa y generan sombras de limpieza.
Conexiones y tecnología de pulverización
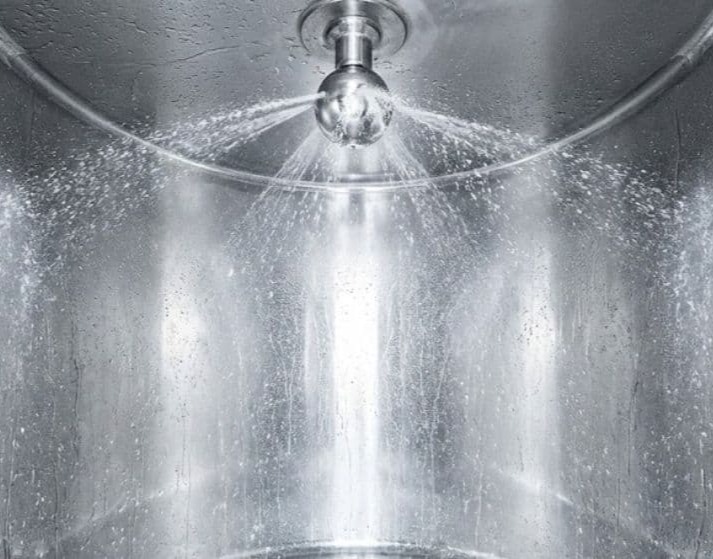
- Cabezal o bola de pulverización CIP: Montado en la cúpula o en la parte superior del depósito. Las bolas de pulverización estáticas generan un patrón de pulverización uniforme a baja presión (2–4 bar). Para contaminaciones persistentes o depósitos grandes se emplean cabezales de pulverización rotativos (4–10 bar), que generan una mayor acción mecánica.
- Entrada y retorno CIP: Conexiones separadas para los medios de limpieza: la entrada a través del cabezal de pulverización, el retorno en el punto más bajo del depósito. El dimensionamiento debe garantizar el caudal volumétrico requerido.
- Ventilación: Conexión de ventilación en el punto más alto para evitar la formación de vacío durante el vaciado y permitir el llenado completo con medio de limpieza.
- Toma de muestras: Conexiones de toma de muestras ejecutadas sin zonas muertas para la verificación de limpieza (hisopos, muestras de agua de enjuague).
Normas y directrices de diseño higiénico
- EHEDG (European Hygienic Engineering & Design Group): Directrices para el diseño higiénico de instalaciones y componentes: el marco normativo europeo más importante para el diseño apto para CIP.
- DIN EN 1672-2: Requisitos de seguridad e higiene para máquinas de procesamiento de alimentos, que incluye requisitos de limpiabilidad e idoneidad de materiales.
- ASME BPE (Bioprocessing Equipment): Estándar para la industria farmacéutica que define rugosidades superficiales, criterios de soldadura y principios constructivos para depósitos limpiables y esterilizables.
- FDA 21 CFR: Requisitos de la agencia estadounidense de alimentos y medicamentos sobre materiales y equipos de procesamiento en el ámbito alimentario y farmacéutico.
Evaluación y adquisición de depósitos compatibles con CIP
Al adquirir depósitos de acero inoxidable para aplicaciones CIP deben verificarse los siguientes puntos: ¿Está documentada la rugosidad superficial? ¿Están las soldaduras ejecutadas y verificadas conforme a las normas aplicables? ¿Son todas las conexiones libres de zonas muertas y es la geometría del fondo adecuada para el vaciado residual? ¿Existe una conexión para cabezal de pulverización o es posible su instalación posterior?
Behälter KG dispone de un amplio almacén de depósitos de acero inoxidable, incluidas numerosas versiones aptas para CIP procedentes de la industria alimentaria, farmacéutica y química. Muchos depósitos de segunda mano ya cuentan con conexiones CIP, cabezales de pulverización y certificados de materiales documentados. Si busca depósitos de acero inoxidable compatibles con CIP, puede consultar nuestra oferta actual de depósitos de acero inoxidable o contactarnos directamente.
¿Qué factores mecánicos son determinantes en el CIP?
El éxito de la limpieza no depende únicamente de la química y la temperatura, sino fundamentalmente de la humedecibilidad, el flujo y la acción mecánica: el cuarto factor del círculo de Sinner.
En depósitos, la acción mecánica se genera frecuentemente a través de dispositivos de pulverización y las condiciones de flujo. En tuberías y distribuidores, la conducción del flujo es determinante para el desprendimiento y la evacuación de depósitos. Los elementos internos como agitadores o intercambiadores de calor influyen significativamente en la limpiabilidad.
- Técnica de pulverización: Las bolas de pulverización estáticas generan una película líquida sobre toda la pared interior (2–4 bar, aprox. 10–15 m³/h). Los cabezales de pulverización rotativos trabajan a mayor presión (4–10 bar) y generan chorros dirigidos con mayor acción mecánica, para contaminaciones persistentes o depósitos > 5 m³.
- Flujo en tuberías: Para una limpieza CIP eficaz se requiere flujo turbulento. Como valor de referencia se consideran velocidades de flujo de 1,5–2,5 m/s (número de Reynolds > 30.000). El flujo laminar conduce a una evacuación insuficiente.
- Elementos internos: Agitadores, deflectores, sensores o superficies de calentamiento/enfriamiento pueden generar zonas de sombra. La posición del cabezal de pulverización debe tener en cuenta estos elementos.
- Intercambiadores de calor: La tendencia a la formación de depósitos depende del medio y la temperatura. Los intercambiadores de placas requieren condiciones de flujo adaptadas y una limpieza ácida más frecuente.
Supervisión del CIP y documentación
Los procesos CIP se supervisan mediante valores de medición y protocolos para poder demostrar condiciones reproducibles, y los resultados de limpieza se verifican con métodos de prueba adecuados.
En la práctica, los parámetros del proceso se registran, supervisan y documentan. Qué magnitudes de medición son necesarias depende del sector, las especificaciones internas de calidad y el nivel de verificación requerido.
- Temperatura: Control de la eficacia de limpieza y seguridad del proceso. Medición en la entrada y el retorno: la diferencia proporciona información sobre las pérdidas térmicas y el estado de la instalación.
- Conductividad: Parámetro central para detectar cambios de medio y estados de enjuague. Una conductividad creciente indica la presencia de producto de limpieza; valores decrecientes señalan la transición a agua limpia.
- Caudal y presión: Verificación de las condiciones de flujo y la eficacia de pulverización. Una caída de presión puede indicar boquillas obstruidas o fugas.
- Tiempo y control de programa: Secuencia de pasos controlada por SPS con tiempos mínimos por fase. Las desviaciones se registran y pueden activar alarmas automáticas.
La verificación de la limpieza se basa en métodos de prueba adecuados y distingue entre la demostración puntual (validación) y el control continuado (verificación). Qué evidencias son necesarias depende del riesgo, el producto, los requisitos de higiene y los procesos internos de liberación. En muchos casos se combinan varios métodos para cubrir tanto residuos como aspectos microbiológicos.
- Control visual: Comprobación básica de residuos visibles, aunque insuficiente para ámbitos regulados.
- Hisopos (Swab-Tests): Detección de residuos en puntos de muestreo definidos. Los límites se calculan de forma específica para cada producto (p. ej., mediante MACO – Maximum Allowable Carryover).
- Análisis del agua de enjuague: Medición de conductividad, pH o TOC (Total Organic Carbon) en el último agua de enjuague.
- Tests ATP: Indicador rápido de contaminación orgánica, con resultado en pocos minutos, aunque no específico del producto.
- Análisis microbiológicos: Recuento de gérmenes, medios de cultivo selectivos o PCR, relevantes según el sector para la seguridad higiénica.
- Tests de humedecibilidad: Comprobación de que las superficies críticas son alcanzadas de forma fiable (p. ej., test de riboflavina: las superficies interiores se humedecen con riboflavina fluorescente y se controlan bajo luz UV tras el CIP).
Errores comunes en la limpieza CIP y sus causas
Muchos problemas del CIP se originan por deficiencias constructivas, parámetros inadecuados o una supervisión insuficiente, no por el procedimiento en sí.
Cuando aparecen residuos de forma recurrente, la causa no suele ser un único parámetro, sino una combinación de geometría, humedecibilidad, conducción de medios y condiciones de operación. Una búsqueda estructurada de errores comienza por los puntos críticos de la instalación.
- Zonas muertas y fondos de saco: Las zonas de retención provocan contaminaciones recurrentes. Los ramales con L/D > 1,5 son especialmente críticos.
- Zonas de sombra por elementos internos: Los patrones de pulverización no alcanzan todas las superficies: agitadores, sensores y bocas de registro generan sombras que deben considerarse constructivamente.
- Velocidad de flujo demasiado baja: Por debajo de 1,5 m/s en tuberías, la acción mecánica es insuficiente. El flujo laminar puede favorecer la formación de biopelículas.
- Criterios de enjuague poco claros: Los cambios de medio sin una indicación fiable de conductividad aumentan el riesgo de restos químicos en el producto.
- Problemas de materiales y juntas: El hinchamiento, el envejecimiento o la corrosión por productos de limpieza incompatibles afectan a la limpiabilidad y la estanqueidad a largo plazo.
- Vaciado insuficiente: Los volúmenes residuales en puntos bajos aumentan el riesgo microbiológico. La falta de pendiente en tramos horizontales de tuberías es una causa frecuente.
Checklist: preguntas clave antes de implementar un proceso CIP
Para una decisión CIP fundamentada deben considerarse conjuntamente el producto, la geometría, los requisitos de verificación y los procesos operativos.
- Producto y residuos: ¿Qué contaminaciones son previsibles (orgánicas/minerales, viscosas, adherentes, componentes alergénicos)?
- Geometría: ¿Existen zonas muertas, fondos de saco, posiciones de montaje desfavorables o elementos internos de difícil humedecibilidad?
- Nivel de verificación: ¿Qué criterios de liberación se aplican internamente (QS/QA) y cómo se verifican? ¿Es necesaria una validación de limpieza?
- Conducción de parámetros: ¿Qué medios, temperaturas y tiempos son admisibles (por condiciones de material y proceso)?
- Supervisión: ¿Qué valores de medición se registran y cómo se identifica inequívocamente el cambio de medio?
- Operación: ¿Con qué frecuencia se producen cambios de producto y qué importancia tienen el tiempo de parada y la duración de la limpieza?
- Mantenimiento: ¿Qué juntas y piezas de desgaste están afectadas y cómo se controla su estado?
- Estado del depósito: ¿Están documentadas la rugosidad superficial, las soldaduras y las conexiones y son aptas para CIP? ¿Existe un cabezal de pulverización o es posible su instalación posterior?